Как правильно варить сваркой
Содержание:
В металлических конструкциях соединение деталей может осуществляться с помощью крепежных элементов, что делает его разъемным, или сваркой для получения неразъемного соединения. Если не имеется необходимости в дальнейшем разъединять детали, то предпочтение следует отдать второму способу, изучив предварительно, как правильно варить сваркой.
У мастеров постоянно возникает необходимость небольшого ремонта, поэтому важно разобраться, как пользоваться сваркой. Научившись, как правильно работой сваркой, больше не придется прибегать к услугам профессионала для оказания подобных услуг.

Самостоятельная сварка
Можно научиться работать сваркой самостоятельно. Нельзя сказать, что это так просто, но компенсируется результатами такой работы, которую с полным правом можно назвать искусством. К тому же, научиться работать сваркой в домашних условиях и осуществить такие работы бывает проще и быстрее, чем искать специалиста и приглашать его к себе домой.
Для того, чтобы научиться самому сварочному делу, необязательно получать профессиональное образование. Существует масса рекомендаций, как научиться работой со сваркой. Научиться, как правильно делать сварку металла, является полезным и увлекательным занятием.
Если такое соединение делается с помощью серьезного оборудования, как научиться пользоваться сваркой, с помощью него изложено в прилагаемой инструкции по пользованию. Как научиться работать сваркой также можно, наблюдая за теми, кто уже овладел этим искусством.
Выбор оборудования
Сварка металла в домашних условиях начинается с приобретения необходимого оборудования. Чтобы научиться варить металл сваркой, необходимо разобраться в большом ассортименте предлагаемой для этого продукции. Многое оборудование предназначено для промышленных нужд и такими приборами интересоваться смысла не имеет - в домашних условиях трубопроводы не сваривают.
Научиться сварочным работам самостоятельно будет не столь сложно, если будут приобретены приборы и другое необходимое оборудование для бытового использования. Сварку своими руками проще всего осуществлять методом воздействия на металлические детали высокой температуры, которая возникает от электрической дуги.

Такой процесс будут обеспечивать аппараты, предназначенные для электродуговой сварки. Работать они могут, как от переменного, так и от постоянного тока. Перед тем, как научиться варить сварочным аппаратом на практике, следует ознакомиться с инструкцией по их эксплуатации.
Переменным током варит сварочный трансформатор. Если только началось освоение, как научиться варить сваркой самому, то такое оборудование может вызвать сложности. Это объясняется тем, что дуга имеет "скачущий" характер, и для того, чтобы приноровиться к этому требуется немалый опыт. К недостаткам сварочного трансформатора также можно отнести то, что его работа может привести к появлению скачков напряжения в сети, а это, в свою очередь может привести в негодное состояние имеющуюся бытовую технику.

Также сварочные трансформаторы занимают большое место при хранении, поскольку обладают внушительными габаритами. Большой вес вызывает трудности при необходимости перемещать аппарат на место работы и обратно. При работе сварочный аппарат издает сильный шум.
Перечисленные недостатки не исключают использование этого оборудования и вполне возможно научиться варить сваркой в домашних условиях с помощью сварочного трансформатора. Множество преимуществ перед сварочным трансформатором имеет инвертор.

Он работает на постоянном токе, поэтому скачков напряжения в сети не возникает. За бытовую технику можно быть спокойными. Научиться варить сварочным аппаратом самому становится гораздо проще. Домашний сварщик может с легкостью контролировать весь происходящий процесс.
Еще одно достоинство инверторов - бесшумность их работы. Можно работать со сваркой, не нарушая покой домочадцев и соседей. Кроме того, инверторы обладают незначительными габаритами и весом. Именно им рекомендуется отдать предпочтение. Правильно пользоваться сварочным аппаратом подобного типа будет проще и приятнее.
Хороший результат будет получен, если выбрано оборудование, которое будет подходить для конкретных условий предполагаемой работы. Если правильно варить на сварочном аппарате типа инвертора, то результат может быть только положительным. Такое оборудование представляет собой надежное компактное устройство, отличающееся простотой использования. Правильно варить сварочным аппаратом удобно и несложно.
Характеристики, которыми обладает инвертор, позволяют ему генерировать разного значения ток. При этом становится возможным сваривание между собой деталей разной толщины и выполненных из различных по своему составу металлов. При возникновении нестабильности напряжения сети или перегреве деталей сработает система отключения, работающая в автоматическом режиме. Среагирует она также, если работа совершается длительное время без перерывов. Более удобной сделают работу с инвертором дополнительные опции. Выпускаются инверторы различной силы мощности.
И сварочный трансформатор, и инвертор без электродов - бесполезная груда металла. Их приобретению необходимо уделять максимальное внимание. Ассортимент этих принадлежностей весьма велик.

Электроды могут быть выполнены из различных материалов, таких как сталь, медь. Также существуют угольные электроды, которые, хотя и не имеют такого широкого распространения, но в некоторых случаях являются незаменимыми.

Угольным электродам будет по силам сварка изделий из стали, чугуна, бронзы и цветных металлов. Преимуществом такого вида электродов является отсутствие прилипания к поверхности свариваемых деталей. Угольные электроды относятся к неплавким стержням в отличие от электродов из металла. Их применение в домашних мастерских является оправданным. С их помощью также возможно устранение дефектов на поверхностях после сварки.
При выборе электродов, чтобы правильно сваркой сваривать детали, следует поинтересоваться составом их сердечников. Следует обратить внимание на то, чтобы он быть соответствующим обрабатываемому металлу. Чем больше сходства между ними будет иметься, тем более качественно будет выполнена сварка. В домашнем хозяйстве наиболее часто приходится сваривать части, выполненные из конструкционных сталей. Таким же в этом случае должен быть и сердечник электрода. Если варится нержавейка, то и сердечник электрода должен быть из нержавеющей стали.
Это правило не распространяется на неплавящиеся электроды, такие как угольные, графитовые, вольфрамовые. Графитовые электроды применят для сварки цветных металлов, наиболее часто алюминия и меди. Из неплавящихся электродов наиболее распространены вольфрамовые, которые можно назвать универсальными. Начиная обучение, как сваривать электросваркой, следует подумать, какого диаметра электроды следует приобрести. Осваивать эту науку рекомендуется, приобретя электроды диаметром три-четыре миллиметра.
Немаловажным для того, как правильно делать сварку, является покрытие электрода. Вид покрытия, называемого основным, и целлюлозная обмазка находят применение при сварке током постоянной величины. К преимуществу рутилового покрытия относится легкость поджига. Также оно препятствует большому разбрызгиванию капель металла. Шлак отделяется без особого труда, если будут использоваться электроды с кислым покрытием.
Диапазон цен на электроды так же велик, как и их разнообразие. Поэтому придется ориентироваться на свои финансовые возможности. Электродом будет удобно пользоваться, если вставлять его в предназначенный для этой цели держатель.

Стоимость его невелика, а удобство работы с ним является бесспорным. Это приспособление позволяет надежно фиксировать электрод. Ручка изготовлена из электроизоляционного материала, не скользит в руке. В держателях типа "прищепка" электроды надежно закрепляются механизмом в виде рычага или пружины. Наиболее популярным является держатель "вилка". Более сложную конструкцию имеют держатели, выполненные по принципу цанги. Популярностью у сварщиков также пользуются винтовые держатели.
Приобретение расходников
Кроме оборудования необходимо приобретение расходных материалов. Главным является маска сварщика, защищающая его лицо от возможных повреждений.Привлекательным вариантом является "Хамелеон".

Регулировка освещения происходит автоматически, что делает необязательным снимать маску во время небольших перерывов в работе, чтобы оценить результат работы или заменить сгоревший электрод. Светофильтр реагирует затемнением на изменение яркости электрической дуги.
Помимо маски необходимо позаботиться о защите тела, рук и головы, приобретя или подобрав костюм, рукавицы и шапку. Должна быть одета прочная обувь. Оставлять незащищенным не следует оставлять ничего.
Для сбивания окалины понадобится молоток. Обычный молоток для этого малопригоден, поскольку он много весит и им неудобно отбивать шлак в труднодоступных местах. Шлакоотбойный молоток является весьма полезным инструментом, чтобы выполнять сварочные работы своими руками. С его помощью можно легко зачистить проваренный слой перед тем, как наложить поверх него следующий.

Чтобы надежно зафиксировать свариваемые детали могут понадобиться тиски, зажимы. Щетка по металлу поможет избавиться от ржавчины перед тем, как приступить непосредственно к процессу.

Необходимо позаботиться о том, чтобы рядом с местом сварки находилась емкость с водой на случай появления возгорания.
Подготовка
Перед тем, как начать варить сваркой, надо проверить наличие всего необходимого оборудования, расходных и защитных материалов и компонентов. Следует еще раз прочесть инструкцию, как пользоваться сварочным аппаратом и проверить его работоспособность.
Необходимо убедиться в том, что для существующего объема работ электроды имеются в достаточном количестве. Следует убедиться в том, что непосредственно рядом с местом сварки отсутствуют легковоспламеняющиеся предметы.
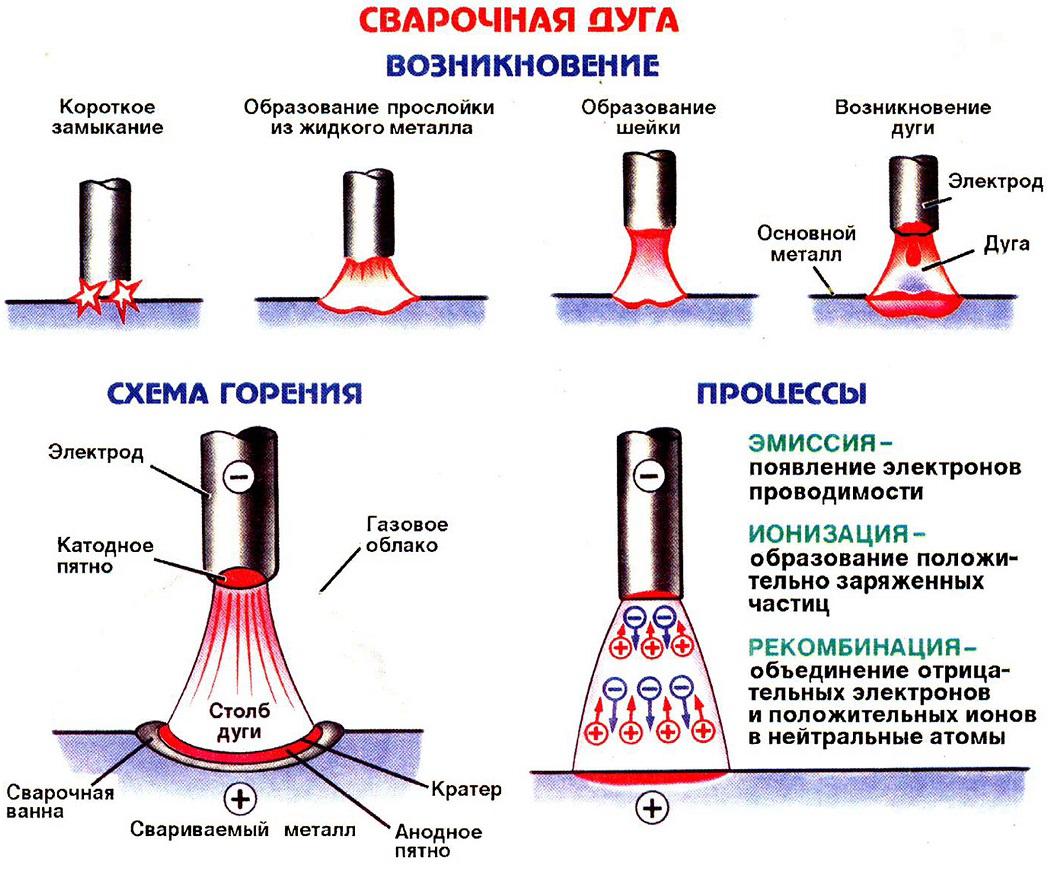
Зажег дуги
Этот процесс является первым этапом для того, чтобы научиться сваривать электросваркой. Существуют следующие варианты действий, в результате которых появится зажженная дуга - прикасанием электрода к одной из поверхностей сваривариваемых деталей и чирканьем об нее.

При касании электрод к поверхности подносят перпендикулярно, легко касаются им поверхности и сразу приподнимают его вверх на несколько миллиметров, чтобы не произошло залипания. Если это все же случится, то следует резко наклонить электрод в сторону, отломить его и повторить процесс зажигания дуги. При втором способе достаточно представить себе, что происходит зажигание спички о коробок. Для того, чтобы быстро научиться сварочным работам рекомендуется использовать именно этот метод.
Когда сварочная дуга благополучно загорелась, необходимо позаботиться о том, чтобы она не погасла. Для этого следует удерживать ее как можно более короткой.

После успешного розжига можно приступать к непосредственному процессу соединения деталей.

Если электрод сгорит, то необходимо будет произвести его замену. При этом придется снова приступить к розжигу дуги.

После того, как дуга будет благополучно зажжена, следует приступить к формированию сварочной ванны. Для этого в месте начала будущего шва надо сделать электродом несколько оборотов. Одновременно с формированием ванны произойдет образование защитного газового облака.
Дуга при сварке
Важным моментом при овладении искусством соединять металлические детали является знание, как держать дугу при сварке. Для начала обучения надо выставить на сварочном аппарате ток 120 ампер, поскольку тогда не возникнет проблем с поджигом электрода, не начнется его затухание и будет хорошо контролироваться сварочная ванна.
Чтобы понять, как можно контролировать расстояние между электоратом и поверхностью, величину тока надо постепенно снижать. При снижении тока, чтобы избежать залипания электрода, расстояние следует увеличивать.

Следует учитывать, что при большой дуге разбрызгивание капель будет больше. Поскольку длина электрода постепенно уменьшается, то не следует забывать его опускать для сохранения длины дуги. При недостаточном расстоянии между концом электрода и деталями металл прогреется плохо и получится выпуклый шов с непроплавленными краями.
При слишком большом зазоре начнет происходить "скакание" дуги, что приведет к образованию бесформенного шва. Если зазор будет выбран правильно, то шов будет соответствовать. Оптимальная длина дуги - не более диаметра электрода с покрытием, что приблизительно соответствует трем миллиметрам.
Положения и перемещения электрода
Чтобы успешно научиться работать сваркой, необходимо изучить все возможные положения электрода и способы его перемещения.
Электрод можно перемещать в трех направлениях:
- Поступательное. Это означает, что электрод двигается вдоль своей оси. Преимуществом является постоянное значение скорости плавления и длины дуги.
- Прямолинейное. Электрод будет перемещаться вдоль оси шва. Такой способ позволяет обеспечивать требуемую скорость сварки.
- Колебательное. Движения совершаются поперек оси шва, попутно прогревая его кромки. Таким способом можно получить более широкий шов.
При поступательном и прямолинейном перемещении будут получены узкие нитевидные швы. Их можно использовать в качестве нижнего шва при многопроходной сварке. Полноценный широкий шов будет получен при совершении колебательных движений. В этом случае в процессе сварки будет осуществляться прогрев и корня, и кромок.
Правильная сварка металла может осуществляться в различных положениях - налево, направо, к себе, от себя. Очень важен грамотный выбор угла наклона электрода к поверхности изделия. Способы углом вперед или назад, осуществление движения на спуск или на подъем имеют нюансы, которые зависят от конкретной выполняемой работы.
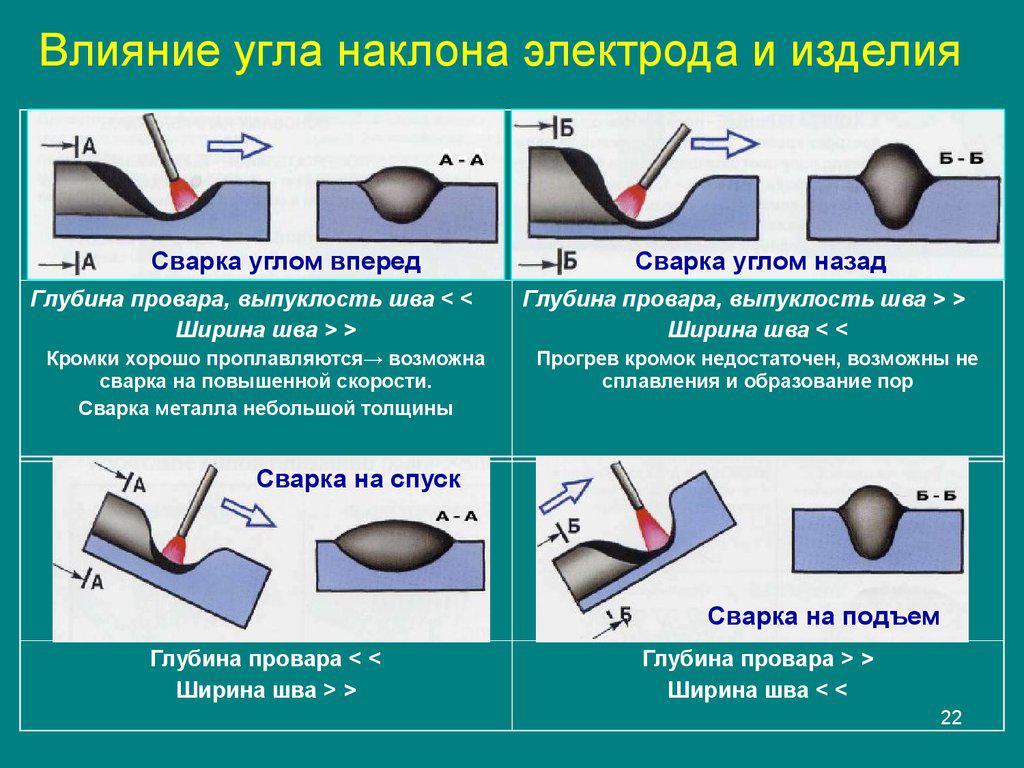
Следует выбирать угол наклона электрода, являющийся оптимальным. Слишком острый угол не даст возможности прогреться основному металлу. В результате получится высокий, но неширокий шов с непроваренными краями. Прочность конструкции будет понижена.
Соединение будет более прочным, если весь сварочный процесс проводить с одинаковой скоростью и одним и тем же углом наклона. Это не относится к сварке труб, где угол наклона по мере передвижения по окружности приходится менять. В конце сварки во избежание образования кратера конец электрода следует переместить.

При сварке по направлению "сверху вниз" электрод следует вначале располагать перпендикулярно поверхности. После того, как произойдет розжиг дуги, и начнут образовываться первые раскаленные капли металла, электрод следует наклонить вниз на угол 10-20°, продолжая без перерыва расплавлять металл основной поверхности.
В том случае, если сварка осуществляется способом "снизу вверх", то существуют нюансы в зависимости от толщины покрытия используемого электрода. При тонком покрытии угол отклонения от горизонтальной оси вниз должен быть 15-20°. При толстом покрытии это значение составляет 45-50°.
Чтобы правильно производить сварку металла, необходимо движения электрода осуществлять таким образом, чтобы захватывались кромки обеих свариваемых деталей. Способов существует множество, и у каждого сварщика со временем может появиться свой излюбленный вариант. Все колебательные движения осуществляются поперек оси прокладки шва.
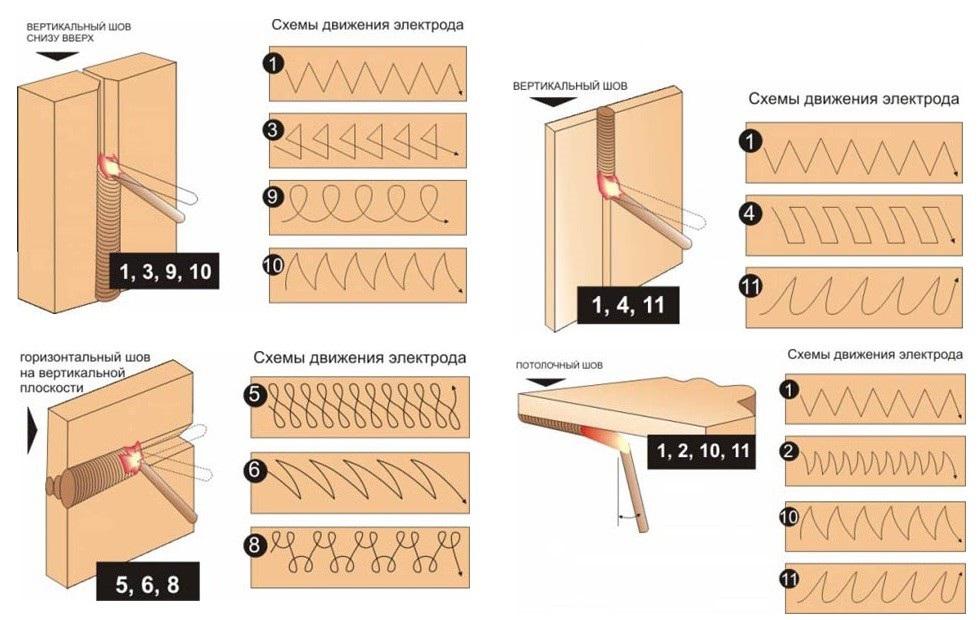
Траектории, по которым осуществляются колебательные движения в поперечном направлении, имеют следующие названия:
- петля;
- зигзаг;
- полумесяц;
- елочка (треугольники);
- ломаная линия;
- серп.
Движения, называемые ломаными, применяют в том случае, если предстоит сваривать металл в виде листов в нижнем положении. Полумесяц будет приемлем для выполнения швов, называемых стыковыми и угловыми. Перед тем, как сваривать елочкой, придется предварительно осуществить наплавку поверхности. Несложный метод елочкой заключается в том, что, после того, как электрод передвинуть по горизонту, затем поместить его немного выше посередине шва.
Использование петли обеспечит хорошее соединение, когда свариваются тонкие металлы. Петлеобразные движения хорошо прогреют края шва, что является особо важным, когда осуществляется сварка изделий из стали высоколегированной.
При поперечных движениях методом полумесяца будет гарантирована нормальная проварка кромок деталей. В процессе сварки будет иметься возможность контроля ширины шва. Таким способом легко научиться тому, как правильно сваривать детали.
Амплитуду движений, имеющих возвратно-поступательный характер, при выполнении любом способом следует выбирать сообразно задуманному размеру ширины шва. Предпочтение схемы движения зависит во многом от положения в пространстве. По этому признаку швы разделяются на горизонтальные и вертикальные.

В свою очередь, горизонтальный шов может быть нижним, в среднем положении и верхним. Тот, который расположен сверху, носит название потолочный. Этот вариант является самым неудобным для выполнения. Для того, чтобы научиться сварочным работам самостоятельно, он не очень подходит, поскольку сварщику придется долго находиться в неестественной позе.
Из четырех указанных вариантов наиболее легкий в исполнении - горизонтальный нижний. Им можно сваривать детали несложной конфигурации и небольшого размера. При овладении техникой сварки металла советы новичку заключаются в том, чтобы выбрать именно его. Можно потренироваться, сваривая стыковые и угловые соединения.
Горизонтальный шов выполняется движениями направо или налево. При соединении деталей в вертикальном направлении для образования шва электрод желательно передвигать снизу вверх. Это объясняется тем, что происходит стекание жидкого металла вниз. Если электрод будет двигаться сверху, то капли, быстро застывая, будут образовывать преграждение для того, чтобы шов был продолжен.
При осуществлении вертикального шва детали следует располагать, чтобы шов был расположен в вертикальной плоскости. Электрод в этом случае будет расположен горизонтально. Его следует держать перпендикулярно шву. Вертикальный шов следует осуществлять короткой дугой. Это является профилактикой того, чтобы жидкий металл не мог попадать в кратер шва. Стекание металла сверху вниз несколько уменьшат электроды, имеющие покрытие, поскольку это приведет к увеличению вязкости того, что находится внутри сварной ямы.
Из вариантов перемещения электрода предпочтение отдаем - снизу наверх. При таком варианте стекающий вниз жидкий металл, застывая, начнет создавать небольшую площадку, препятствующую дальнейшему его стеканию. Хотя это займет больше времени, но зато не произойдет снижение качества шва.
Подготовка кромок
Залог правильной сварки - подготовка к этому процессу кромок деталей. Это позволит получить качественный шов при любых пространных положениях.
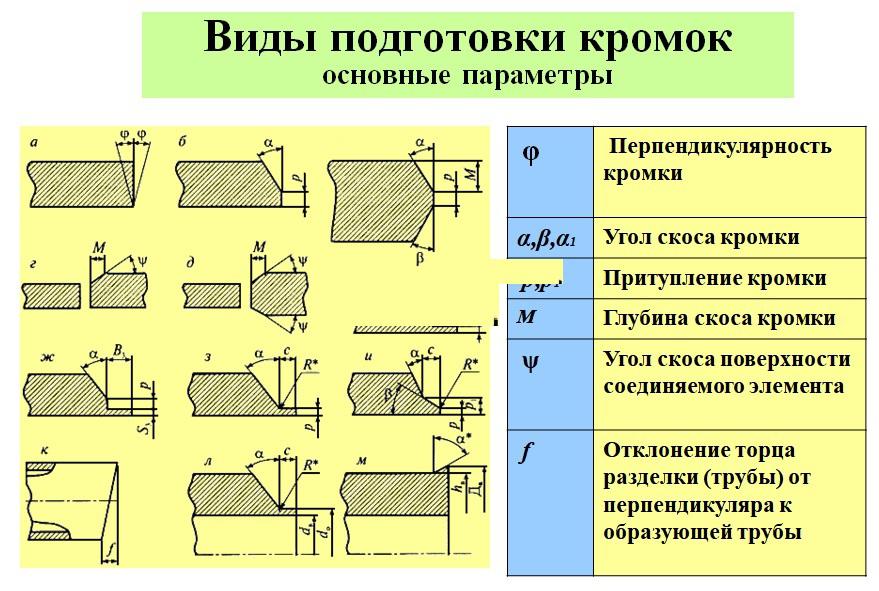
Разметкой задаются необходимые размеры, а лишние куски обрезают. Значительную роль играют правильно подготовленные кромки. После предварительного очищения им следует придать форму. Для объединения тонких деталей кромку следует выполнять плоской. Для массивных изделий более предпочтительными являются кромки вида "V" или "X".

Особо актуальной является обработка кромок, если предстоит соединение деталей, имеющих конфигурацию труб.
Разделки кромок могут осуществляться с одной стороны или с обеих. Различный вид скосов применяют для соответствующих соединений. Наиболее популярный скос - "V". Его можно использовать для сваривания деталей разных толщин. Если разделываются обе кромки, то угол составляет шестьдесят градусов, а если только одна - пятьдесят градусов.
Двухсторонний скос, примененный по отношению к обеим кромкам, своим видом похож на "X". Применять его следует для изделий, которые обладают толщиной в диапазоне 10-60 миллиметров.
Скос, напоминающий своим видом букву "U", может быть выполнен с одной стороны. Для сварщиков, только осваивающих искусство сварки, способ будет не слишком простым. Скос в виде "К" начинающему сварщику также осваивать не стоит.
Фиксация
Перед тем, как сваривать металл, необходимо надежно зафиксировать соединение. Это будет служить гарантией того, что при процессе не произойдет их сдвига друг относительно друга. Надежную фиксацию обеспечит выполнение прихваток. Прихватками называются швы небольшой длины, ось которых расположена перпендикулярно оси шва, то есть их выполняют поперек соединительной линии изделий.
Существует ограничение, касающееся размера сечения прихваток. Оно заключается в том, чтобы оно не превышало половину ширины пролагаемого шва. Длина одной прихватки должна быть не более двух сантиметров. Величина шага, то есть расстояние между двумя прихватками, зависит от толщины изделий. Если выполняемый шов имеет небольшую длину, то допускает точечное соединение на его краях. Выполнение прихваток происходит за одно прохождение.
Прихватки после выполнения работы можно удалять или оставлять, если они не мешают. Перед тем, как начать делать прихватки, надо сделать очистку поверхностей, не уступающую той, которая выполняется для шва.
Подготовка оборудования
К подготовительным операциям относится подготовка применяемого оборудования. Оно должно быть проверено на работоспособность. На устройствах выставляются выбранные режимы. Нелишним будет еще раз ознакомиться с инструкцией по эксплуатации, чтобы вспомнить, как варить металл сварочным аппаратом, чтобы был получен хороший результат.
Выставление полярности
Для того, чтобы варить сварочным аппаратом, поможет умение выставлять на нем полярность - прямую или обратную. Это означает разное использование одного и того же инвертора. Полярность выбирается, в частности, в зависимости от толщины деталей.

Соединение с помощью тока обратной полярности поможет избежать такого дефекта, как прожег, который часто появляется, когда свариваются тонкие листы из металла.
Для получения прямого варианта к изделию подсоединяют "плюс", а к стержню - "минус". В свою очередь обратная полярность появится, если электрод подключить к находящей на приборе положительной клемме, а детали - к клемме с отрицательным значением.

Прямую полярность целесообразно использовать, когда предстоит сварка значительных по поперечному размеру металлических изделий. Однако, при этом способе происходит существенное разбрызгивание. Появляется необходимость более частой замены электродов. При сварке в режиме прямой полярности постоянным током металл электрода сгорает со скоростью намного большей, чем в режиме обратной. Это можно отнести к недостаткам этого метода. Если осуществляется работа с переменным током, то вид полярности неважен.
Обратный вариант хорош тем, что уменьшается риск появления существенных дефектов. Если сварке подлежат изделия ответственных конструкций, то будет грамотным применение именно обратной полярности. Также его рекомендуется использовать, когда предстоит соединение в одно целое двух стальных деталей, разных по степени легированности. При обратной сварке шов получается не таким глубоким, как при прямой. Но ширина его больше.
Если сварочное оборудование подключают к обычной сети, то следует использовать стержни с рутиловым покрытием, поскольку у таких электродов отсутствует зависимость от полярности. Становится допустимым применение любого варианта.
Грамотная техника сварки обязательно подразумевает правильное выставление полярности. На выбор в первую очередь влияют поперечные габариты соединяемого металла. Когда они значительны, то массу на оборудовании следует подключать к клемме "+", а электрод - к "-". Это вызовет хорошее прогревание металла в рабочей зоне. В результате будет осуществлен более глубокий провар. Сварному шву будет обеспечены прочность и высокое качество.
Вид этой характеристики также выбирают в зависимости металла деталей будущей конструкции, от его вида, характеристик и марки. Возьмем пример, когда будут свариваться нержавейки или чугун. Для надежного соединения выбираем обратную полярность. Этому имеется объяснение - будет отсутствовать перегрев деталей. Также не произойдет образование шва, которое может потребовать в дальнейшем специальную обработку.
Прямую полярность лучше выбирать, когда предстоит соединять алюминиевые изделия. Покрывающая металл пленка от сильного нагревания расплавится, и не будет служить препятствием для образования хорошего шва.

Критерием грамотного выбора служит также покрытие стержня, что необходимо принимать во внимание.
Из сравнения двух описанных методов подключения видно, что обратная сварка имеет большие преимущества. Именно ее следует включать, когда происходит освоение наукой варить с помощью оборудования в виде инвертора.
Получение шва
Отрабатывать навыки этого непростого искусства рекомендуется на толстых кусках металла. При сваривании тонкостенных изделий слишком большая возможность их прожогов.
Чтобы овладеть техникой, как правильно работать сваркой, чтобы получить правильный шов, лучше вначале потренироваться на небольших кусочках ненужного металла. Такая практика позволит получить необходимые навыки того, как делать сварку, чтобы получить хороший результат.
Следует отработать навыки контроля расстояния между кончиком электрода и поверхностью изделия, слежения за состоянием сварной ванночки. Начинающий сварщик научится двигать электродом по выбранной им траектории. Для этого можно взять толстый кусок металла, нарисовать на нем мелом линию, символично изображающую шов, и совершать вдоль нее различные колебательные движения. Классификация швов разделяет их согласно тому, какое положение они занимают.

Сварка в каждой ситуации не будет одинаковой, а имеет свои собственные нюансы. Каждое из положений имеет свое обозначение. Понятие о том, как правильно сваривать, включает знание этих особенностей.
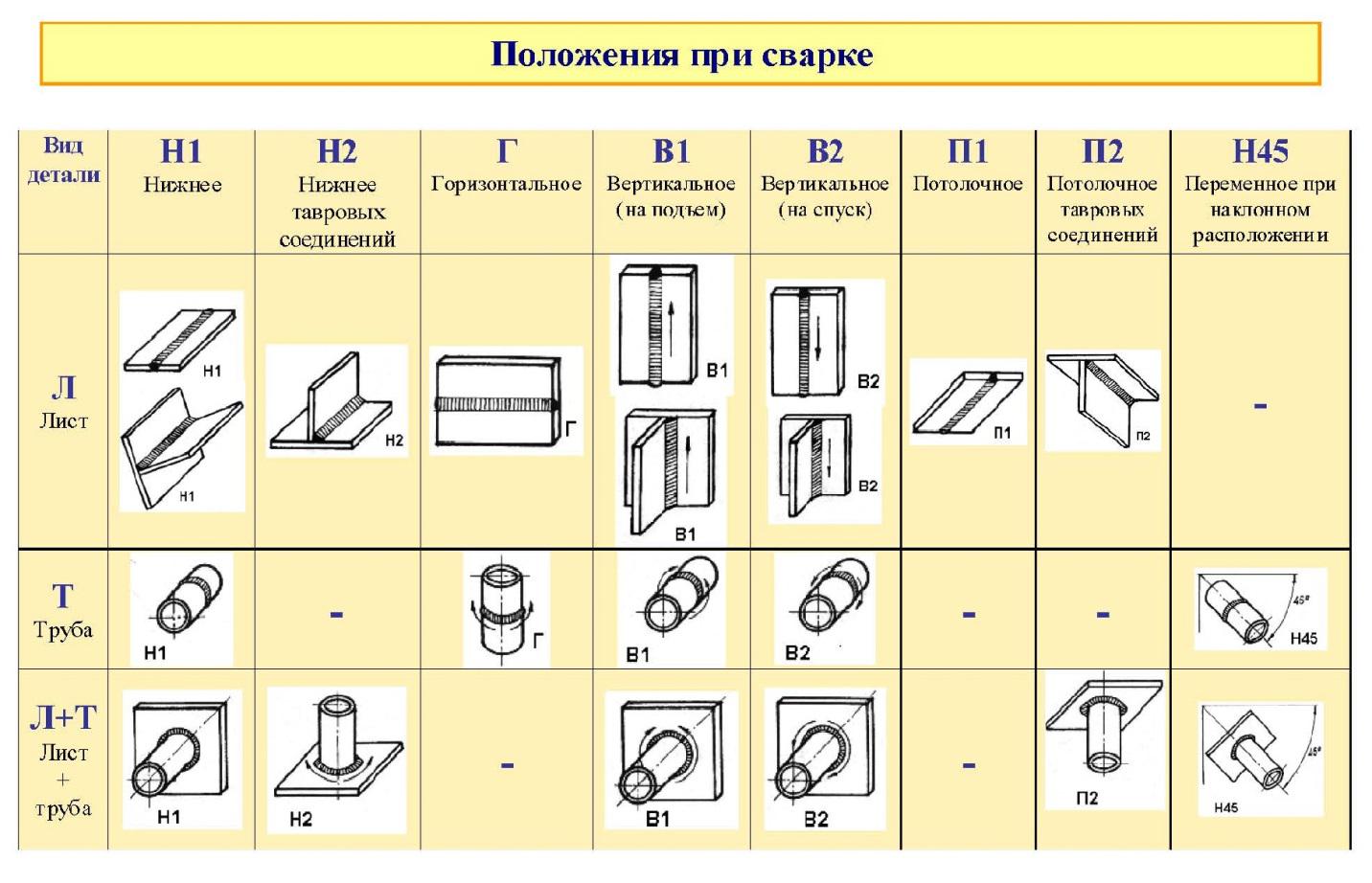
Самым трудным для выполнения является потолочное. Горизонтально расположенный шов находится наверху. Шов в горизонтальном направлении может располагаться в центре или любом другом положении вертикально поставленного изделия. При вертикальном положении и сами детали расположены вертикально.

Ошибки начинающего сварщика
Советы людей, которые уже освоили эту науку, помогут узнать, как правильно сваривать металл. Однако, это не гарантирует совершения ошибок при сварке. Особенно часто происходят ошибки при сварке инвертором. Это и неудивительно - инвертор представляет собой достаточно сложный аппарат, требующий грамотного подхода к нему. С практикой постепенно придет опыт и выставление параметров, характеристик и другое обслуживание инвертора будет происходить автоматически.
Возможные ошибки:
- Слишком большая скорость. Шов в этом случае, скорее всего, получится неравномерным по высоте.
- Наоборот, чересчур маленькая скорость. Это может привести к образованию прожогов, что относится к существенным дефектам.
- Не тот угол наклона электрода. Ровность шва будет нарушена.
- Сваривание деталей, выполненных из металлов разных марок, в том случае, если их характеристики сильно различаются между собой. Особую роль играет температура, при которой начинается плавление. Если один металл уже расплавился, а второй еще только слабо нагрелся, то будет трудно говорить о самой возможности сварки. Если она все же произойдет, то могут образоваться трещины.
- Сварка недостаточно сухими электродами. Перед началом работы их тщательно просушивают или даже прокаливают. Влажность этих расходняков вызовет неравномерное горения дуги.
- Неправильно выбранный режим, в частности величина тока.
- Большая или маленькая длина дуги.
- Недостаточно выполненный прогрев кромок. Для предотвращения этого следует подобрать поперечные колебательные движения, амплитуда размаха которых будет соответствовать ширине сварного шва.
Недопустимо сваривать металл сварочным аппаратом, срок поверки которого просрочен.
Существенным недостатком является наличие в полученном шве пор. Имеется много причин их появления:
- плохая предварительная зачистка кромок, оставление на них окалин, ржавчины, следов грязи;
- влажность электродов и кромок;
- сквозняки, гуляющие в зоне сварки;
- несоответствующие электроды, или недостаточного качества;
- существенная разница в составе основного и присадочного материалов.
Со временем приходит опыт, как правильно пользоваться сваркой, и приобретается мастерство сварщика.
Техника безопасности
Электросварка - потенциально опасное занятие, поэтому необходимо предусмотреть все возможные неприятности и принять соответствующие меры.
В помещении, где осуществляется сам процесс, должна иметься хорошая вентиляция. Также можно организовать естественное проветривание. Для быстрого тушения возможного возгорания в непосредственной близости от места проведения работы должна находиться емкость, наполненная водой.
Важным обстоятельством является то, как будет одет сварщик. Он должен быть полностью защищен от попадания на его кожу раскаленных брызг металла, что может вызвать появление серьезных ожогов.
Существуют специальные костюмы для профессионалов. В домашних условиях будет достаточно просто плотной одежды, закрывающей максимально все участки тела. На ногах должны иметься крепкие ботинки. Необходимостью является шапка и брезентовые рукавицы. На голову следует одевать специально приобретенную для этой цели маску.



