Нержавеющая сварочная проволока
Особого внимания заслуживает сварочная проволока нержавеющая. Это обусловлено тем, что она обладает важным для получения качественного соединения свойством. Им является сохранение высокого значения антикоррозийных качеств при эксплуатации изделия.

Область применения
Проволока сварочная для нержавейки используется при производственных работах и в быту. К местам, где она находит применение, относятся такие области промышленности, как химическая, нефтяная, пищевая. С ее помощью можно осуществлять изготовление новых изделий и ремонт бывших в употреблении. Важным является ее применение в авиа- и судостроении, где требуется повышенная точность. Из проволоки возможно изготовление сеток.
Сварочная проволока для нержавейки также может использоваться для производства работ методом наплавки. Ее применение особо оправдано, если предстоит сваривать детали, изготовленные из нержавеющей стали.
Максимальная защита от коррозии возможна только при использовании высоколегированной стали, являющейся сочетанием различных металлов с железом. Именно железо является той главной составляющей, которая подвержена появлению ржавчины. Особо нежелательной является возникновение коррозии в тех случаях, когда изделия используются под повышенными нагрузками.
В нержавеющей стали содержится много примесей, относящихся к легирующим видам. Поэтому при их сварке и наплавке следует применять проволоку, в которой содержится большое количество легирующих элементов.
Высоколегированная сварочная проволока, относящаяся к нержавеющему виду, выпускается согласно требованиям ГОСТа 18143-72. Особым отличием является повышенное содержание таких элементов, как хром и никель. С помощью такого вида расходного элемента можно осуществлять работы, относящиеся к ответственным видам и достаточно сложным.
Проволока для сварки нержавейки находит применение, когда работа производится с помощью полуавтоматов. При этом к месту проведения сварки она подается автоматически. Работа может осуществляться в труднодоступных местах.
Маркировка
Сварочная проволока по нержавейке маркируется в соответствии с условиями, указанными в ГОСТе 2246-70. Универсальными размерами диаметров служат 0,6 и 0,8 миллиметра. Для особо тонких листов выбирают проволоку 0,3 миллиметра. Свыше одного до шести миллиметров относятся к производственному виду расходников.
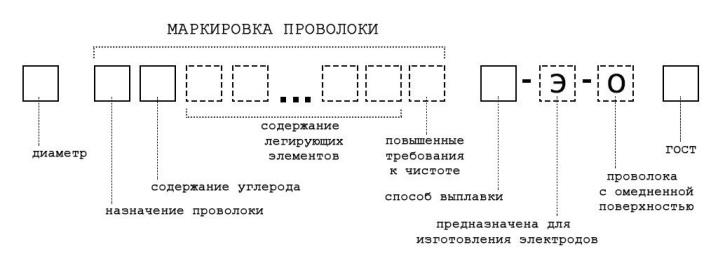
В графе «назначение проволоки» указывается «СВ», что означает сварная, или «НП», свидетельствующее о том, что она назначается для наплавки. Расфасовка находится в зависимости от диаметра проволоки. От этого зависит стоимость этого расходного элемента.
Нержавеющая проволока для сварки бывает нескольких разновидностей, которые различаются по точности, пластичности, типу обработки, способу изготовления - горяче- и холоднокатаной. В маркировке указывается содержание легирующих элементов. Наибольшим является содержание хрома, за ним идет никель. В небольшом количестве имеются марганец, титан, кремний.
Особенности использования
При сварке изделий из нержавеющих видов стали имеются определенные сложности, поскольку они отличаются стойкостью к воздействию различных кислот и образованию коррозии вследствие наличия легирующих элементов. Однако, именно эти добавки приводят к тому, что нержавейка относится к плохо свариваемым металлам.
Пониженная теплопроводность приводит к тому, что отвод тепла от места сварки становится затруднительным. Это приводит к таким неприятным последствиям, как перегревание соединяемых поверхностей, выгоранию хрома, возникновению сквозных прожогов. Чтобы устранить такие ситуации, следует устанавливать ток, имеющий значение на 15-20% меньше того, который применяется при обычных видах сварки. Заготовки должны быть подвергнуты принудительному охлаждению.
Проволока сварочная для нержавеющей стали должна состоять из тех же компонентов и в тех же пропорциях, что и металл обрабатываемого изделия. Поскольку нержавеющий металл имеет высокий коэффициент теплового расширения, то для предупреждения возникновения трещин в сварном шве между деталями следует оставлять зазор большой величины.
Для того, чтобы исключить или уменьшить количество прожогов и непроваров, необходимо подобрать оптимальный режим сварки или наплавки. К рекомендуемой технологии относится полуавтоматический способ под защитой газа, который предотвратит окисление металла. Проволока в сварную зону будет подаваться с заданной скоростью. В качестве защитного газа хорошо подходит углекислота. Она не оказывает влияния на структуру и химические качества металла.
Преимущества
К достоинствам относятся высокая производительность процесса и отсутствие сильного задымления, что дает возможность осуществлять сварку в помещении.



