Флюс для пайки алюминия
Алюминий является популярным, но сложным для сварочного процесса металлом. Решением проблемы является флюс для пайки алюминия. Следует использовать именно эту разновидность, поскольку флюс для алюминия имеет значительные отличия от такого же элемента, предназначенного для сварки других материалов.

Применение алюминия
Распространенность применения изделий из алюминия заключается в первую очередь в том, что он является легким металлом. Алюминий широко используется в электротехнике, поскольку обладает отличной электропроводимостью.
Для бытовых нужд из этого металла изготавливаются кастрюли, бидоны, дуршлаги, кружки. Чистый алюминий применяют для производства фольги, используемой для электролитических конденсаторов. Можно его использовать и при производстве радиаторов.
Однако, пайка этого металла может доставить массу проблем. Это объясняется тем, что при легком взаимодействии с воздухом, поверхность алюминия покрывается тонкой, но твердой оксидной пленкой. Она защищает алюминий от дальнейшего окисления, но при процессе пайки создает труднопреодолимую преграду.
Существует несколько методов решения этой проблемы, например, пайка с канифолью, однако наилучший результат дает применение специально предназначенных для этого флюсов.
Проблемы при пайке
Температура плавления алюминия не превышает 660 градусов. Следствием этого является применение из экономических соображений сварочных аппаратов, не обладающих чересчур большой мощностью.

Однако, на поверхности алюминия имеется окисная пленка, которую необходимо убрать перед началом процесса сварки. А вот для ее расплавления требуется нагрев до температуры 2000 градусов. При достижении такого значения разрушится не только окисная пленка, но и сам металл, что приведет к ухудшению качества сварного соединения. Помимо всего окисная пленка после ее расплавления может восстановиться. Из-за устойчивости оксидной пленки, обладающей слабой адгезией к припою, обычный припой с трудом прилипает к поверхности детали.
Флюс для пайки алюминия решает эту проблему. При его нанесении на область сварки он перекроет проход воздуха в эту зону, что приведет к ослаблению негативного воздействия окисной пленки. По сравнению с другими металлами, например, железом и цинком, алюминий является более активным - зачищенная деталь может мгновенно вновь покрыться пленкой окиси. Поэтому и от флюса, предназначенного для алюминиевых деталей, также требуется быстрота воздействия.
Активный флюс для низкотемпературной пайки алюминия быстро растворит окисную пленку на поверхности изделий, мешающую нормальному растеканию припоя. Помимо этого, в припой, предназначенный для соединения алюминиевых изделий, добавляют цинк, обладающий способностью хорошо растворяться в алюминии.
Соединение на основе припоя с содержанием цинка обладает большей прочностью. Сочетая соответствующий припой и флюс универсальный для пайки алюминия можно без особых сложностей получить качественное соединение.
Особенности вещества
Активный флюс для пайки алюминия имеет существенные отличия от аналогичных веществ, используемых для соединения изделий из стали, латуни и меди, так же, как отличаются между собой свойства самих этих металлов. В основе состава флюса содержатся вещества, которые могут без особого труда растворять окисную пленку на поверхности алюминия. Для пайки алюминиевых изделий используются флюсы под различными номерами.
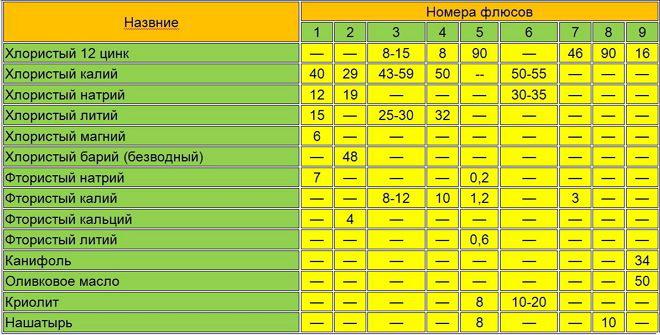
К наиболее простым относятся флюсы № 8 и 9, однако, их активность не является слишком большой по сравнению с теми, которые включают в себя соединения фтора. Выбор осуществляется, исходя из особенностей конкретной работы. Существуют флюсы, которые применяются для сварочных соединений деталей без их предварительной подготовки. Наиболее распространенным таким видом флюса является Ф-64.

Состав флюса для пайки алюминия под номером Ф-64 способствует его повышенной активности, что позволяет с успехом очищать от оксидной пленки даже не зачищенные поверхности. Раствор является бесцветным или светло-желтым.
Используемые припои
Когда осуществляется сварка изделий, изготовленных из алюминия, рекомендуется использование припоев из оловянно-свинцовой группы. Наиболее качественное соединение можно получить, если использовать вид припоев, в составе которых содержатся такие элементы, как кремний, цинк, медь. Внесение добавок значительно улучшают качество припоя - понижают температуру его плавления, увеличивают смачиваемость, делают более прочными.

Такие виды припоев выпускаются отечественной промышленностью и зарубежными производителями. Наиболее низкой температурой плавления обладают оловянно - свинцовые припои. К одной из наиболее распространенных марок припоя для сварки алюминия относится HTS-2000. Опытные сварщики говорят, что использовать припой HTS-2000 для получения качественного соединения следует только с флюсом.
К неплохим веществам из этой области также можно отнести припой французской фирмы Castolin 192FBK, а также припой Castolin 1827, используемый при соединении деталей из алюминия и меди. Отечественным аналогом HTS-2000 служит изготавливаемый в Новосибирске припой SUPER A+, который применяется совместно с флюсом SUPER FA.
Флюс Ф-61
Достоин особого внимания такой вариант, как Ф-61 флюс. Он относится к виду флюсов активного действия для удаления оксидов с поверхности алюминиевых изделий, предназначенных для спаивания. Одновременно он улучшает процесс растекания жидкого припоя. Флюс Ф-61А может использоваться также при соединении алюминия и сплавов на его основе с медными и стальными изделиями. Из всей группы подобных элементов его выделяет то, что он изготовлен на основе фторборатов.

Флюс Ф-61А производства «REXANT» является низкотемпературным флюсом. Он используется, когда происходит пайка алюминия с помощью припоев, входящими в оловянно-свинцовую группу. Температурный режим при этом находится в диапазоне 150-320 градусов.
Ф-61А флюс имеет следующий состав:
- триэтаноламин - 82 процента;
- фторборат цинка - 10 процентов;
- фторборат аммония - 8 процентов.
Флюс расфасован в стеклянные флаконы темного цвета по 30 миллилитров вещества в каждом. Размеры флакона в среднем составляют 35х20 с высотой 76 миллиметров. Вес флакона составляет порядка 0,03 килограмма. Для удобства применения флакон снабжен капельницей, что дает возможность применять флюс дозировано.
Флюс соответствует требованиям нормативного документа ОСТ 4 ГО.033.200. Его стоимость является доступной. Флюс Ф-61А снабжен инструкцией по применению, которую необходимо внимательно изучить перед началом использования. В частности, в нем указаны меры предосторожности во время сварки.
Если флюс попадет на кожный покров сварщика, то следует сразу промыть эту область мыльной водой и протереть насухо чистой материей. Хранить флаконы с флюсом необходимо таким образом, чтобы они не могли попасть в руки детей. Гарантийный срок хранения составляет один год. После окончания процесса остатки флюса убирают при помощи салфетки, смоченной водой или спиртом.
Самостоятельное изготовление
Имеется возможность изготовить флюс для пайки алюминия своими руками. Для изготовления подойдут вещества, которые обладают хорошей растворяемостью и антиокислительными качествами. Когда готовят флюс для алюминия своими руками, то за основу берутся спирт, кислоты, масла.
Самый простой флюс можно приготовить, растворив воде таблетку ацетилсалициловой кислоты, наиболее известной под названием аспирин. Растворять таблетку следует до исчезновения осадка. Также можно использовать гранулы лимонной кислоты.
Хороший флюс можно получить, растворив в этиловом спирте канифоль. Поскольку она растворяется медленно, то ее следует измельчить как можно более тщательно. Для завершения растворения раствор следует оставить на некоторое время. Этот процесс можно ускорить, поместив раствор в стеклянную баночку и нагревать в водяной бане до температуры 80 градусов.
Преимущество флюса, полученного из растворенной в спирте канифоли, заключается в его нейтральности, что позволяет не смывать его остатки после окончания процесса пайки. Допускается растворение не в этиловом спирте, а в глицерине. Такой флюс будет более густым и удобным при применении.



