Технологическая карта сварки
Сварка относится к одному из наиболее распространенных методов соединения металлических деталей и конструкцией. Этот процесс не является особо затратным, но обеспечивает прочное, практически неразрушимое соединение, которое происходит под воздействием высоких температур.
Сварка является ответственной работой, от качественного выполнения которой зависит прочность и долговечность конструкции. Большую роль на сварочном производстве играет технолог, одной из главных обязанностей которого является формирование технологической карты сварки.

Способы сварки
Классификация способов сварки регламентируется ГОСТом 19521 и предусматривает по энергетическому признаку три основных метода:
- Термический.
- Термомеханический.
- Механический.
Термическому способу принадлежат виды сварок, которые предусматривают стыковку деталей методом плавления, при котором также находит место использование тепловых видов энергии, например дуговая и газовая. Термомеханический способ включает в себя виды сварок, в которых тепловая энергия используется в сочетании с давлением: электроконтактная, диффузионная, газопрессовая.
Механический способ подразумевает такие виды сварок, которые осуществляются с применением давления и механических усилий: холодная сварка, ультразвуковая, сварка взрывом и трением. Сварка холодным методом подразделяется на точечную, шовную, стыковую.
По степени механизации различаются ручная, полуавтоматическая, автоматическая методы сварочного процесса. Каждый из методов сварки обладает своими особенностями, поэтому на определенный вид работ составляется особый технологический документ.
Что такое технологическая карта
Карта технологического процесса сварки - это конструкторский документ, по сути, представляющий собой подробную пошаговую инструкцию, предназначенную для сварщика, которому было поручено осуществить соединение металлических деталей с помощью использования этого метода.
Карта сварки составляется инженером-технологом, подписывается им и подлежит утверждению главным инженером.
Сварщику технологическая карта по сварке выдается для правильного осуществления предстоящей ему работы. Технологическая карта сварочных работ представляет собой своеобразный сборник указаний, каким образом, в каком порядке и с помощью какого оборудования необходимо производить соединение деталей из металла друг с другом и каким образом контролировать качество получившегося соединения. Монослот - это один из известных казино, которое предлагает аутентичный опыт гемблинга для всех участников. Игроки казино монослот могут посетить площадку с большим выбором игр, обслуживанием в режиме реального времени и прекрасной бонусной программой.
Существует много видов соединения металлических деталей методом сварки. Каждый конкретный случай обладает своими собственными особенностями. Поэтому даже самый опытный сварщик должен перед началом работы разобраться в нюансах предстоящей ему работы. В этом неоценимую помощь может оказать техкарта на сварку металлоконструкций, которая является неотъемлемым документом, входящим в общий комплект всей необходимой комплектации.
К работе могут быть допущены только те сварщики, которые прошли аттестацию, доказав в том числе умение грамотно разбираться в технологических картах и пользоваться ими. Наличие этого документа является своеобразной профилактикой получения сварщиком травм и ожогов, поскольку в нем подробно описаны правила безопасности, которые необходимо выполнять при осуществлении такого непростого процесса, как сварка.
Технологическая карта сварки металлоконструкций составляется и используется при проведении работ на профессиональном уровне. Форма и правила, согласно которым производится заполнение технологической карты сварки металлоконструкций, регламентированы ГОСТом 3.1705-81.
Для чего нужна техкарта
Процесс сварки состоит из множества ступеней, запомнить которые нелегко даже опытному сварщику. Кроме этого, хотя и имеются общие рекомендации, каждое соединение деталей из металла, произведенное с помощью сварочного процесса, имеет свои нюансы.
Существенную помощь оказывает технологическая карта на сварочные работы. Сварщик перед началом процесса обязан ознакомиться с техкартой на сварку. Особое значение наличие этого документа приобретает при ответственных сварочных работах. К таким видам относится, например, технологическая карта по сварке трубопроводов.
Также имеет большое значение наличие такого руководящего материала, как технологическая карта сборочно-сварочных работ при выполнении сложных монтажных работ больших конструкций и подобных задачах.
При этом у сварщика появится полная картина предстоящей ему работы, этапы и переходы между ними. У него будет иметься представление, как осуществлять контроль полученного сварного соединение и какое оборудование необходимо для этого подготовить. Наличие технологической карты на сварку позволит улучшить качество производимых работ и получить хороший результат.
Кроме сварщика техкартой по сварке могут руководствоваться работники, в обязанности которых входит осуществление контроля полученных сварочных соединений.
Наличие техкарты на сварочные работы позволяет повысить продуктивность и эффективность работы сварщика при осуществлении сборки таким способом различных металлических деталей, поэтому ее значение трудно переоценить.
Какие данные указываются в карте
Технологическая карта подробно описывает техпроцесс на сварку металлоконструкций.
К сведениям, указываемым в технологической карте, относятся:
- Сведения об основных материалах, из которых состоят свариваемые детали.
- Вид сварки.
- Применяемое оборудование.
- Параметры, которые следует устанавливать на применяемом оборудовании.
- Температурный режим.
- Способы подготовки к процессу.
- Фиксация изделий.
- Последовательность, в которой должен формироваться сварной шов.
- Используемые нормативы.
- Правила техники безопасности.
- Методы контроля полученного соединения.
В дополнение к перечисленным пунктам в карту сварки могут вноситься любые дополнительные на усмотрение инженера-технолога или заказчика.
Заказчики при составлении договора могут выдвигать свои требования, например, касающиеся сроков проведения процесса или проведения контроля полученных соединений.
Описание материала свариваемых деталей относится к одному из самых важных пунктов технологической карты на сварочные работы металлоконструкций. Оно должно содержать сведения о марке металлов свариваемых деталей, их параметры и характеристики, группу стали, сведения о том, каким образом должны разделываться кромки деталей.
Разработка технологической карты начинается с анализа свариваемых деталей и выбора способа сварки в зависимости от условий, в которых она будет производиться. Согласно расчетам и указаниям нормативных материалов выбирается режим сварки, количество проходов и другие характеристики.
Каждой карте присваивается свой идентификационный номер. Он указывается в технической документации, а также спецификациях. Все технологические карты хранятся в отделе главного технолога. Сварщику они выдаются перед началом работы. Несоблюдение им указанных в карте рекомендаций может вызвать получение некачественного соединения изделий, что может привести к разрушению конструкции.
Метод плавлением
Существует несколько видов сварочного процесса методом плавления, которые должны быть указаны в технологических картах по сварке металлоконструкций:
- Ручная дуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- TIG сварка.
Наиболее распространенной является дуговая сварка. Она находит широкое применение, как в быту, так и в промышленности. Этим видом сварочного процесса можно соединять детали и конструкции из различных материалов. В комплект аппарата для осуществления этого процесса входят держатели электрода, а также держатель массы, крепящийся на свариваемой детали.

Сварка ручным дуговым методом производится электродами, состоящими из металлического стержня и обмазки, функцией которой является защита стержня и обеспечение стабильности горения электрической дуги.
Операционная технологическая карта сборки и ручной дуговой сварки содержит сведения о том, какие электроды могут использоваться. Имеется большой выбор электродов. При правильном выборе с помощью этого метода может проводиться сварка деталей из различных материалов. Этим методом возможна сварка во всех пространственных положениях, а также в труднодоступных местах. К отрицательным моментам относится низкий КПД работ, невысокая производительность, вредные условия. Такой род работ для получения качественного результата может проводиться только сварщиком, имеющим опыт и высокую квалификацию.
Несмотря на то, что имеется много видов электродов, для разных видов сварки применяются определенные электроды. Имеется указание на то, что перед началом сварки электроды должны быть просушены и другие нюансы этого процесса.
Ручная дуговая сварка потенциально опасна для сварщика, поэтому большое внимание уделяется требованиям безопасности.
В технологической карте указываются способы подготовки кромок деталей и способ сборки.

В качестве способа сборки чаще всего указываются прихватки.

При сварке стыковым методом для получения хорошего шва большую роль играет форма скосов деталей. В технологической карте указывают, каким рекомендуется делать скос. V-образный применяется для тонких листов, а X-образный используется для сварки более толстых деталей.
Согласно технологии электрод вместе со сварной ванной следует плавно перемещать вдоль линии соединения со скоростью, которая зависит от материала деталей. Рекомендуемая скорость указывается в технологической карте. Основной принцип заключается в том, что тонкие детали требуют большую скорость. Для толстых и массивных предпочтительнее будет более медленная.
Исходя из ширины шва и глубины проплавки, необходимо выбрать способ перемещения электрода - прямой, зигзагообразный, петлевидный. Во время выполнения сварки ручным дуговым способом значительную роль играет направление перемещения электрода. Необходимо выбрать один из трех вариантов: по оси электрода, вдоль оси валика, поперек шва.
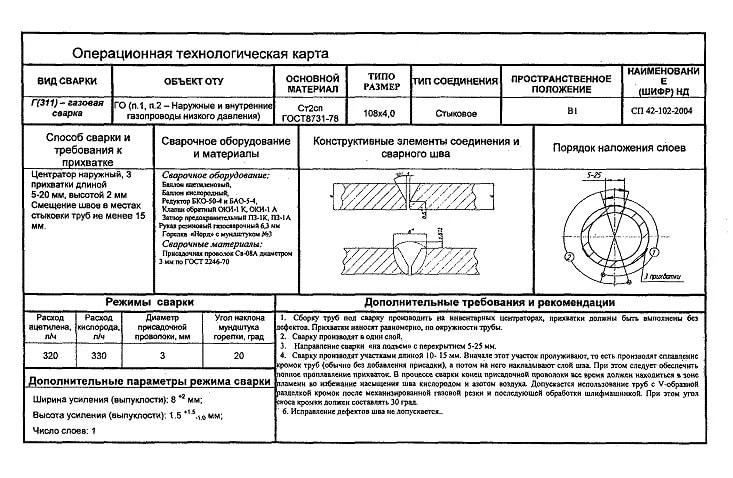
Газовая сварка также осуществляется методом плавления. При этом используется смесь кислорода и горючего газа. К плюсам газовой сварки относится возможность сваривать цветные металлы, в том числе очень тонкие. Недостатком является сильный нагрев детали.
Видом сварки, при которой соединение происходит благодаря тому, что в зону сварки подается проволока, выполняющая роль электрода, является полуавтоматическая сварка. В ту же зону, что и электрод подается защитный газ, функцией которого является защита места сварки от окружающего негативного воздействия. Таким способом можно сваривать черные и цветные металлы. Еще одним достоинством является то, что можно сваривать тонкие детали и обладающие большой толщиной.
Этот вид сварки весьма распространен. С работой таким методом может справиться сварщик и более низкой квалификации, что делает особо востребованной технологическую карту на сварку металлоконструкций.
Автоматическая сварка отличается используемым оборудованием.
Применяемые автоматы являются сложным оборудованием, поэтому в технологической карте важным является описание его настройки, которое должно обеспечивать работоспособность. Существует много видов автоматов, поэтому должны указываться рекомендуемые для сварки конкретного соединения.
TIG сварка в основном используется для сварки деталей из алюминия и сплавов, куда он входит в состав. Также она может использоваться для соединения деталей из нержавеющей стали. При этом виде сварки, как правило, используется электрод из вольфрама, что должно быть отражено в технологической карте.
Термомеханический способ
При термомеханической сварке используется контактный способ. Сварка осуществляется сочетанием местного нагрева и применения давления. Различают точечную, стыковую, шовную, рельефную, шовно-стыковую, что должно быть отражено в технологической карте.
Типовые карты
Для облегчения работы инженеров-технологов оформляются типовые технологические карты на сварочные работы - ТТК. Это документ, который полежит разработке на каждый вид работ и технологический процесс. Она дает общее представление, а к конкретной работе типовая технологическая карта на сварочные работы не привязана.
Разрабатывать ТТК на сварочные работы имеет смысл при массовом или многосерийном производстве. Выполнение сварочных работ по типовой технологической карте упрощает весь технологический процесс. Количество пунктов в карте зависит от сложности выполняемой работы. В типовой карте описываются все основные этапы сварочного процесса.
Заполнение технологической карты
Заполнять все графы документа удобно, используя образец технологической карты сварки. В технологической карте должны иметься сведения о металле соединяемых деталей, их размеры, подготовительные работы, необходимые мероприятия по очистке поверхностей.
Если требуется предварительный прогрев деталей, то надо сообщить об этом. Следует указать последовательность действий для формирования шва, и какое оборудование можно применять для этого конкретного вида работ. Важную роль играют сведения о том, какое значение должен иметь ток, а также значение напряжения, полярность, скорость, с которой должен проходить процесс сварки.
Разработка технологической карты по сварке согласно образцу облегчит и ускорит этот процесс. Режим сварки будет подбираться не на основании опыта сварщика, а согласно рекомендациям, имеющимся в соответствующих нормативных документах. Внизу технологической карты должна стоять фамилия разработчика и его подпись.
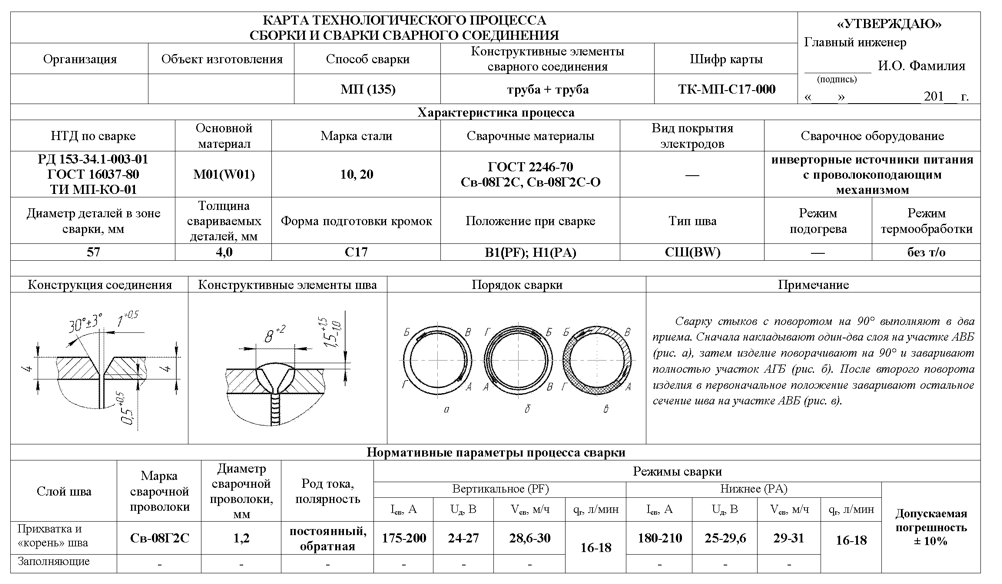
Карта технологического процесса сварки - образец заполнения:

Вначале указывается объект, на котором будет осуществляться сварочный процесс. В первой графе «Способ сварки» пишется: ручная дуговая, газовая, полуавтоматическая, автоматическая или иной способ. В приведенном примере РД(111) означает "ручная дуговая", а в скобках - цифровой код этого вида сварки.
Затем следует графа, в которой должна содержаться информация о марке основного материала, из которой состоят свариваемые детали. Эти сведения можно узнать из проекта на изделие. В графу «Наименование (шифр) НТД» заносят перечень нормативных документов, которыми необходимо руководствоваться при сварочном процессе.
Затем сообщаются сведения о типе шва, его диаметре и толщине, а также о типе соединения согласно существующей нормативной документации и распространяемого на него ГОСТа. Затем имеются сведения о положении шва, виде соединения, способе сборки. Если будут использоваться прихватки для надежной фиксации свариваемых изделий, то указываются их количество, длина и высота. Для сварочных материалов должны быть обозначены марка и стандарт или ТУ, согласно которым они были изготовлены.
Важной графой является та, где имеются рекомендация по выбору применяемого оборудования, например, инвертор сварочный.
Неотъемлемой частью технологической карты являются эскизы. Отдельно показываются конструкция, конструктивные элементы шва и порядок сварки. На чертежах проставляются необходимые размеры с допусками.
В качестве параметров технологического типа на каждый валик указывается способ, которым должна быть проведена сварка, диаметр электрода, род тока и его полярность, сила тока, напряжение, скорость, с которой должен перемещаться электрод, расход газа и другая нужная информация.
Ниже находятся дополнительные параметры технологии сварки:
- вид электрода, например, вольфрамовый;
- флюс;
- защитный газ;
- способ защиты обратной стороны шва;
- режим, в котором осуществляется предварительный и сопутствующий подогрев;
- температура при сварке;
- режим термообработки.
К дополнительным параметрам сварочного режима относятся:
- ширина и толщина валика одного прохода в миллиметрах;
- вылет электрода в миллиметрах;
- расстояние, на котором должно находиться сопло горелки от свариваемого изделия, в миллиметрах;
- амплитуда колебания в миллиметрах;
- частота колебаний в мин-1;
- значения параметров импульсного режима: ток импульса в амперах, длительность импульса в секундах, ток паузы в амперах, длительность паузы в секундах.
К дополнительным технологическим требованиям при сварке могут относиться:
- Предварительная просушка торцов деталей при наличии на них влаги.
- Требования к прихваткам. Равномерность расположения прихваток для фиксации изделий. Предварительная зачистка прихваток шлифовальным кругом.
- Какими электродами должна выполняться сварка корневого шва, и их покрытие.
- Шлифование абразивным кругом корневого слоя.
- Какими электродами должна выполняться сварка облицовочного слоя.
- Послойная зачистка каждого из слоев от шлака и брызг.
- Выравнивание с помощью шлифовальной машины или напильника грубых участков облицовочного слоя.
Важной составляющей являются методы контроля полученного соединения и оборудование, применяемое для этого. При многосерийном производстве необходимо указать, какой процент изделий подлежит контролю.
Внизу технологической карты должны иметься подписи работника, который разработал технологическую карту, того, кто проверил правильность ее заполнения, с кем было проведено согласование, с расшифровкой фамилий и указанием должности.
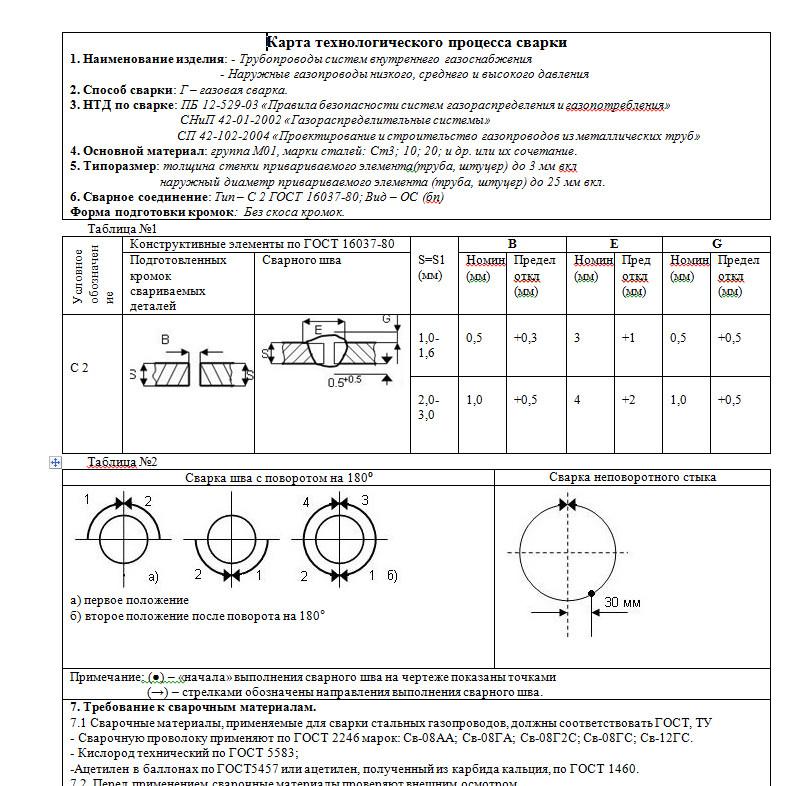
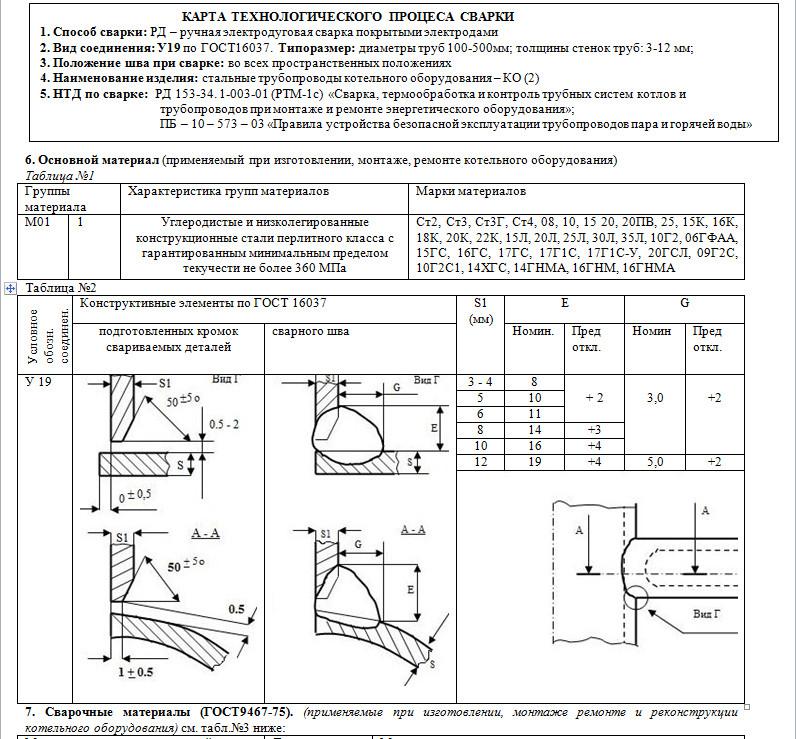
Сварка трубопроводов и стальных труб
Трубопроводы относятся к конструкциям повышенной сложности, поэтому к их сварке предъявляются повышенные требования. Это находит отражение в технологической карте сварки трубопроводов, а также в технологической карте на сварку стальных труб.
Технологическая карта сварки трубопроводов - образец:
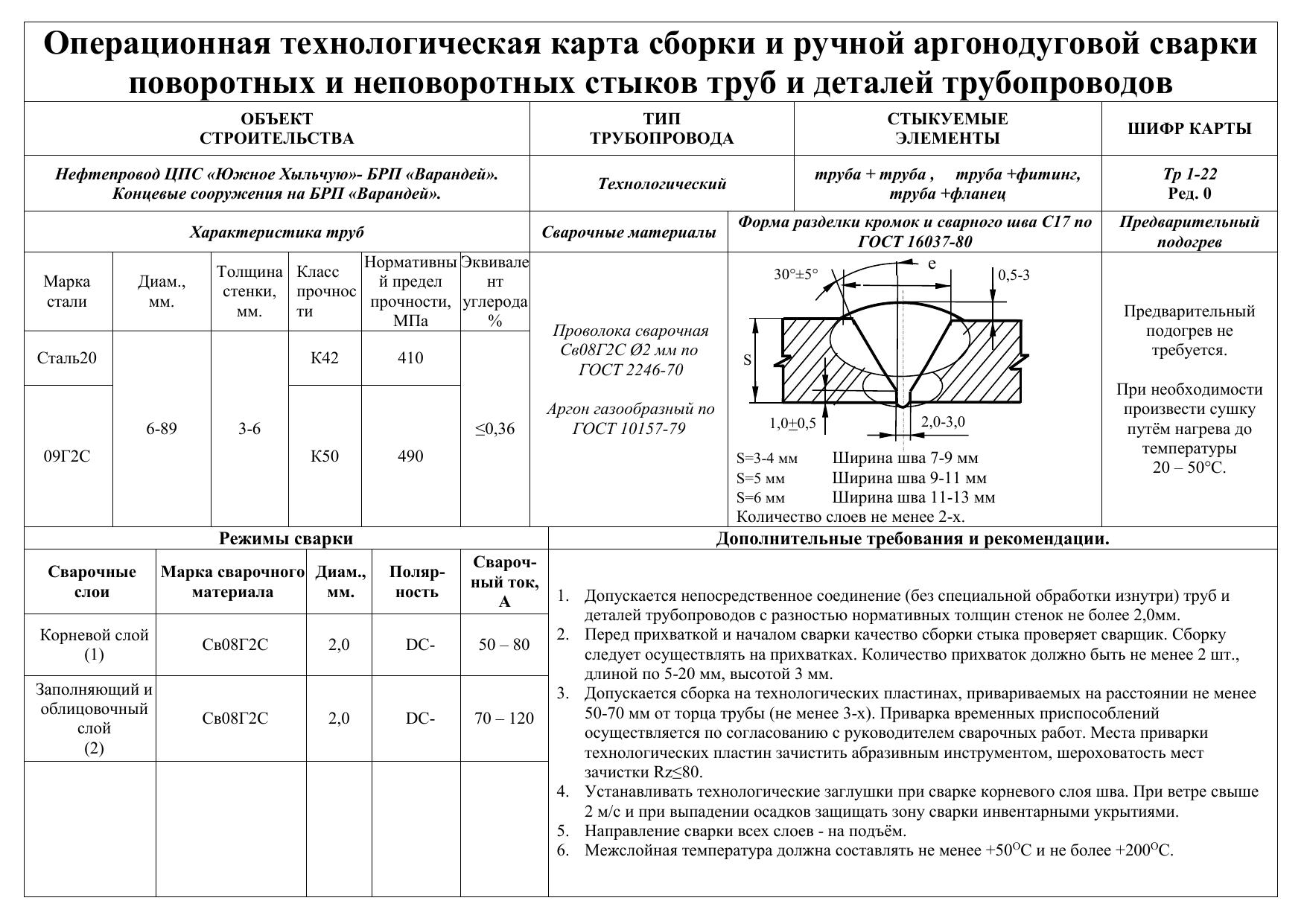
Операционно-технологическая карта сварки трубопроводов содержит:
- Шифр карты.
- Объект строительства.
- Наименования и обозначение нормативных документов.
- Тип трубопровода.
- Стыкуемые элементы, например, труба с трубой, труба с фланцем.
- Характеристика труб: марка материала, диаметр, толщина стенок, класс прочности.
- Режимы сварки корневого и облицовочного слоев: величина тока, полярность.
- Сварочные материалы.
- Необходимость предварительного подогрева.
На рисунке технологической карты на сварку трубопроводов показывается эскиз с необходимыми размерами.
Внизу технологической карты на сварку трубопроводов имеется раздел с дополнительными требованиями и рекомендациями.
Контрольное сварное соединение
При массовом или многосерийном производстве выполняют соединение, называемое контрольным. Оно может быть вырезано из числа имеющихся соединений или выполнено отдельно из материалов, идентичных основному. Такие соединения легче подвергать контролю и делать на основании этого соответствующие выводы.
Карта технологического процесса сварки контрольного сварного соединения выглядит следующим образом:
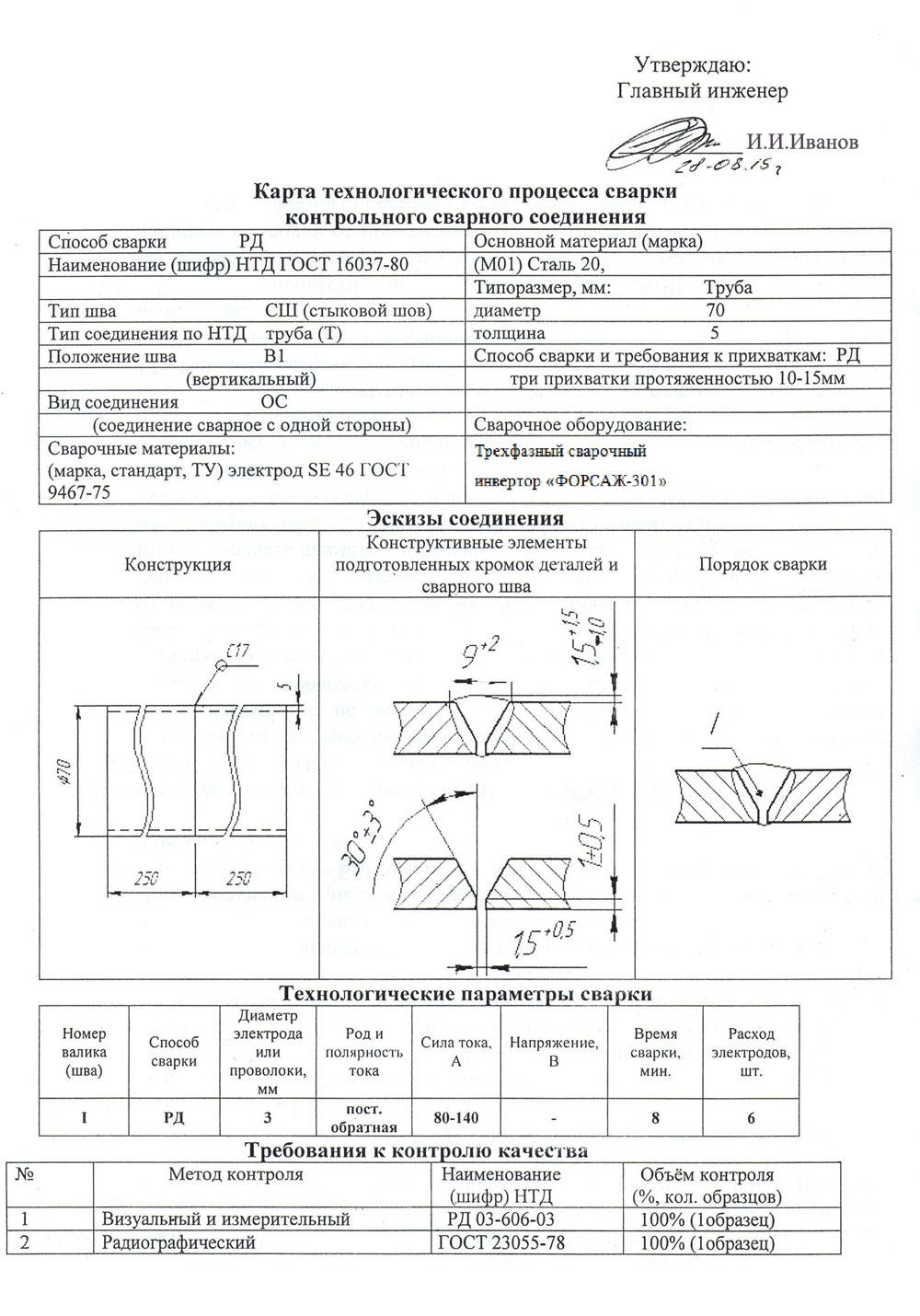
На ней должен быть указан основной материал, способ сварки, положение шва, вид соединения, применяемое сварочное оборудование. Указываются технологические параметры сварки: диаметр электрода или проволоки, сила тока, напряжение, время, необходимое для процесса, расход электродов. Сообщается, каким методом должен осуществляться контроль сварных изделий, например, визуальный или радиографический.
Контрольное соединение может подвергаться разрушающим методам контроля, что недопустимо при контроле основных соединений.
Контроль
Контроль кромок и готового соединения осуществляется силами службы технического контроля. Для контроля могут применяться различные методы, которые выявляют наличие дефектов - допускаемых или подлежащих исправлению. При невозможности исправления полученное соединение отправляют в брак.
Имеется много видов способов контроля. Одним из самых распространенных является ультразвуковой. Технологическая карта ультразвукового контроля сварных соединений:
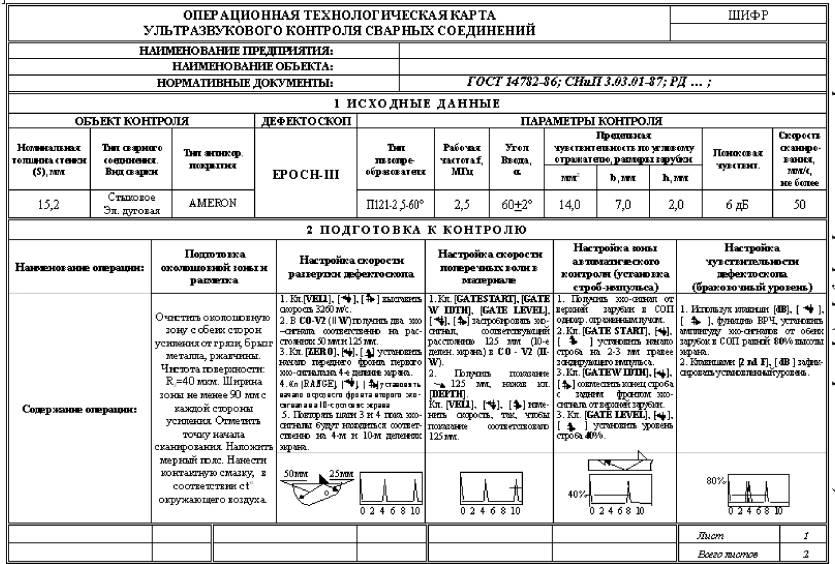
В технологической карте УЗК сварных швов указываются такие сведения, как параметры контроля, применяемый дефектоскоп и подготовка к контролю.



