Сварка металлоконструкций
Сварка металлоконструкций - важный этап создания новых изделий и объектов. От успешности осуществления этого процесса будет зависеть их прочность и время эксплуатации. Сварка металлических конструкций может осуществляться различными способами с применением соответствующих технологий и оборудования.

Требования к сварке
Существует классификация сварных конструкций и в зависимости от этого к ним предъявляются разные требования. Общим определением из всего многообразия является то, что это конструкции, выполненные методом сварки. Однако более удобным является разделение на различные виды:
- согласно их целевому назначению - авиационные, судовые, вагонные, строительные и прочее;
- по толщине соединяемых элементов - толстостенные и тонкостенные;
- по способу, которым получают заготовки: листовые, профильные, штампованные, литые;
- по материалам: стальные, титановые, алюминиваемые и из других металлов.
Каждый из указанных вариантов имеет свои особенности при соединении элементов методом сварки. Эти рекомендации указываются обычно на чертежах и в технологической карте. Сварные металлические конструкции после окончания их соединения должны обладать прочностью и надежностью. Такие требования налагают большую ответственность на сварщика в области соблюдения им определенных требований при осуществлении этого непростого процесса.
Особо большие требования предъявляются, когда происходит сварка ответственных металлоконструкций. От качества их выполнения будет зависеть, насколько большой является возможность разрушения всего объекта, что является недопустимым. Выполнять такие работы имеют право только сварщики, обладающие высокой квалификацией. Результат сварки таких конструкций в обязательном порядке должен быть подвергнут контролю.
Характеристики, которыми должны обладать металлоконструкции сварные, применяемые в строительстве, изложены в ГОСТе 27772. Также к руководящей документации можно отнести нормативный документ СНИП II 23-81. Требования, изложенные в этих документах, относятся в первую очередь к деятельности профессиональных сварщиков, но при решении произвести такие работы самостоятельно будет не лишним ознакомиться с ними.
При ручной сварке следует руководствоваться требованиями ГОСТа 5264-80, а если она осуществляется в защитном газе, то ГОСТа 14771-76. Большое внимание в имеющейся нормативной документации уделяется подготовке перед началом сваривания кромок соединяемых деталей, что является гарантией создания качественного соединения.

Сварные конструкции должны иметь наименьшие из возможных значений усадочные напряжения, а также минимальные деформации. Это может обеспечить сварка конструкций при сохранении стабильности выбранного режима. Разброс значений тока и напряжения не должен превышать 5%. Для обеспечения этих требований выполняются чертежи сварных конструкций, и в специальной карте описывается технологический процесс сварки металлоконструкций.
Чертежи металлоконструкций
Изготовление сварных конструкций следует проводить, согласуясь с требованиями, указанными в чертежах на них. На сварные конструкции из метала чертежи имеют свои особенности, поэтому необходимо уметь их не только грамотно составлять, но и читать. Для этого необходимо изучить используемые на этих конструкторских документах обозначения.
На начальном этапе разработки создают чертежи общего вида, объединенные названием «КМ», что расшифровывается как конструкции металлические. На них обозначается сварка конструкций в общем виде.
На завершающем этапе выпускается комплект чертежей «КМД» - конструкции металлические детализированные, в состав которых входят все чертежи каждой детали, участвующей в этом виде соединения. «КМ» представляет собой базу, на основании которой разрабатываются чертежи, входящие в комплект «КМД». Предоставление «КМ» необходимо для того, чтобы получить разрешение на строительство будущего объекта. По ним в дальнейшем будет осуществляться сварка строительных конструкций.
При составлении чертежей следует руководствоваться нормами, изложенными в ГОСТе 2.410-68, где четко изложены правила, по которым должны выполняться чертежи на металлические конструкции. Качественная сборка и сварка металлоконструкций напрямую зависят от грамотного составления чертежей. Общий вид дает представление о том, каким должно выглядеть сооружение после заключения сварочных работ.
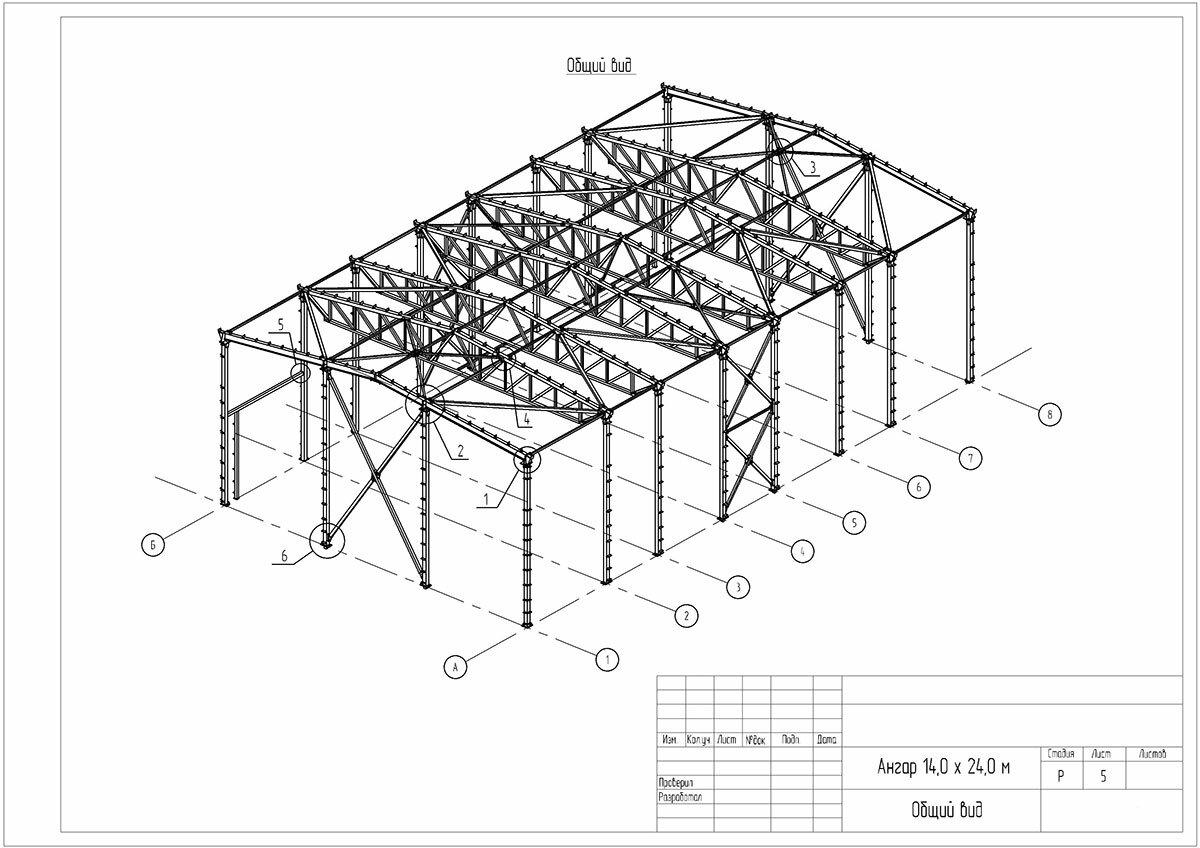
На чертежах в специальных таблицах указываются технические данные, которые служат ориентиром для правильной сварки.

Начинать читать чертежи необходимо в определенном порядке. Вначале следует ознакомиться с первым чертежом комплекта, чтобы получить общее представление о предстоящей работе. Затем надо ознакомиться с «ведомостью элементов». В ней для каждой детали, именуемой маркой элемента, содержатся сведения о ее сечении с предоставлением небольшого эскиза, на котором могут быть показаны отдельные размеры, например шаг.

В столбце «Поз» указывается номер позиции детали на чертеже. Рядом в графе «Состав» находится в сокращенном виде обозначение того профиля, которым обладает сечение детали по правилам их условного обозначения согласно требованиям ГОСТа 2.420. Далее идут графы, в которых указываются усилия и марка стали.
Это приложение является обязательным. Особое значение ведомости заключается в том, что только в ней указываются подробно наименования профилей, например «двутавр №14». Для таких сложных металлоконструкций, как фермы и решетки эскиза будет недостаточно и на них выпускаются отдельные чертежи.
Ценной деталью для сварщика на общем чертеже может быть указание марки электродов, которыми рекомендуется осуществлять монтаж и сварку металлоконструкций. На чертежах также условно показываются швы согласно требованиям ГОСТа 21.504-2005. В обозначение могут входить такие параметры, как длина шва и размер катета. Для разных видов швов используются свои условные изображения.

Сведения о профилях располагают на специальных выносках.

Рядом с обозначением через тире помещают сведения о количестве используемых в конструкции деталей.

Это бывает важно при использовании большого количества однотипных деталей, например, на узлах фермы.
Технологическая карта
Этот документ служит главным помощником сварщика. Сборка металлоконструкций и их сварка относятся к сложным процессам, которые необходимо выполнять в определенной последовательности. Технология сварки металлоконструкций и ее этапы подробно расписаны в особом документе, называемом технологической картой.
Этот документ входит в число общей конструкторской документации. Разработка технологической карты входит в обязанность инженера-технолога, который хорошо понимает, что такое технологичность сварных конструкций. Разработчик технологической карты производит необходимые расчеты, на основании которых выбираются оптимальные параметры для соединения конкретных металлических изделий.
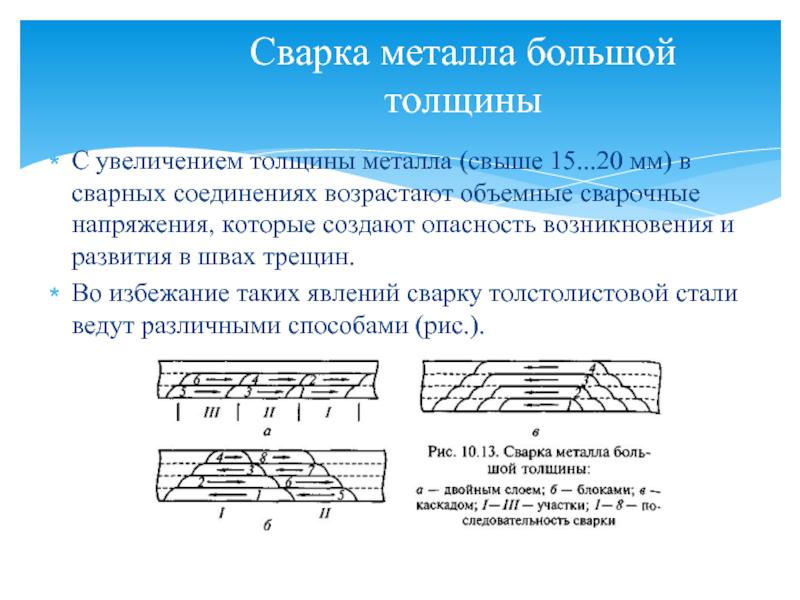
Технологическая карта может охватывать различные виды сварных конструкций, в том числе достаточно сложные. К ним, например, относится сварка толстостенных конструкций. Такая карта незаменима при прокладке трубопроводов, монтаже громоздких сооружений.
При сварке металла большой толщины с увеличением этого размера, например, более 15-20 миллиметров, в соединениях возрастают объемные сварочные напряжения. Это приводит к опасности возникновения в деталях трещин. Чтобы избежать этого рекомендуется вести сварку определенными способами, например, двойным слоем или блоками. Эти рекомендации указывают в технологической карте.
Технологическая карта на изготовление сварных металлоконструкций включает в себя также правила контроля получившихся сварных соединений. Технологические карты разделяются на типовые и стандартные. Выполняться они должны обязательно в соответствии с существующими нормативными документами.
В карте на монтаж металлических изделий указываются схемы монтажа и последовательность действий при этом. Требованием технологичности является возможное расположение швов при сварке - нижнее горизонтальное. Хорошим вариантом является прокладка шва «в лодочку».
Сварка металлоконструкций полуавтоматом является наиболее предпочтительной. Полностью автоматическую сварку применять нецелесообразно. При серийном производстве может быть использована точечная сварка. Если предполагается налагать швы, расположенные на близком расстоянии, то нельзя это делать сразу. Необходимо подождать, пока остынет первый шов, а затем начинать варить второй. Это убережет металл от пластических деформаций.
Технологическую карту надо составлять с учетом имеющегося оборудования. Единого образца технологической карты не существует. Разрабатывать ее можно самостоятельно. Однако, этот документ должен создаваться с учетом требований существующих нормативных документов в этой области. Технологическая карта в обязательном порядке подлежит утверждению уполномоченными лицами. В ней помимо технических данных могу указываться трудозатраты.
В типовой технологической карте могут содержаться сведения, каким способом может быть осуществлена надежная фиксация элементов конструкции, сведения о возможной необходимости подогрева деталей перед сваркой, данные сварочных параметров, которые надо устанавливать на применяемом оборудовании. При наличии особенностей выполнения техпроцесса они подробно расписываются.

Требования к качеству должны подтверждаться реальными цифрами возможных отклонений. В отдельном разделе или пункте может быть расписано, какие действия он должен совершать при обнаружении недопустимых дефектов.
В технологической карте в особом разделе оговариваются меры безопасности. Сварщик перед работой должен ознакомиться с содержанием технологической карты и следовать ее рекомендациям.
Сварка решетчатых конструкций
Решетчатые конструкции представляют собой соединенные между собой стержни. К такому виду конструкций относятся, например, фермы и всевозможные каркасы, арматурные сетки. Каркасы бывают плоские и пространственные, а сетки, состоящие из взаимно-перпендикулярных стержней - рулонными или плоскими.

Они все могут иметь различные виды соединений.
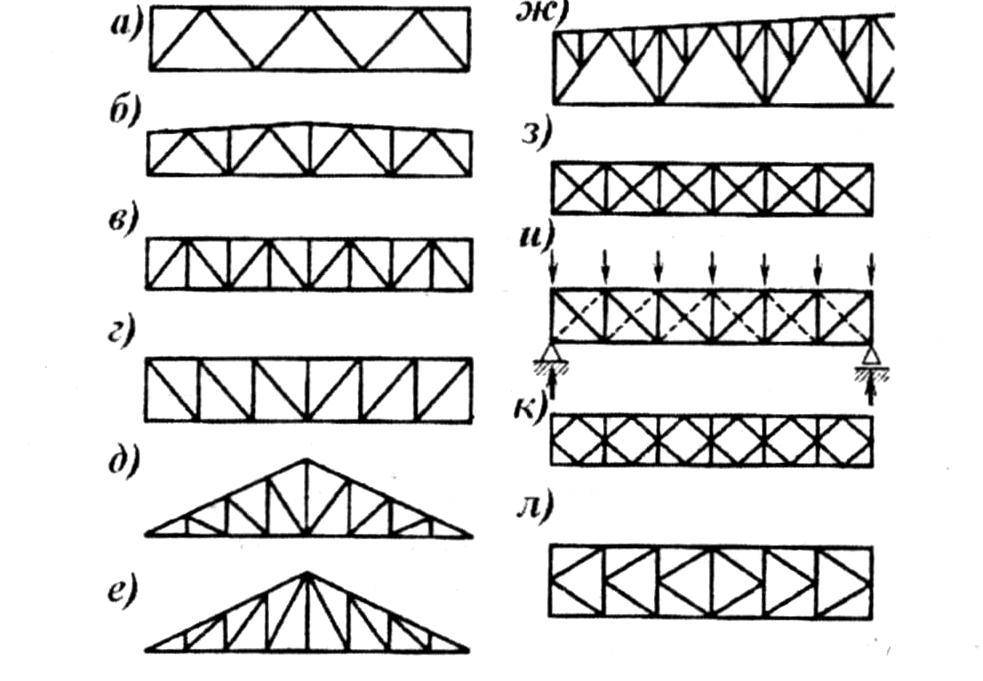
Очертания решетки позволяют разделять фермы на различные типы. Имеются следующие виды очертаний:
- сегментные;
- треугольные;
- трапецеидальные;
- с параллельными поясами.

Для их изготовления используется металл толщиной до десяти миллиметров. Ферма представляет собой не подверженную изменениям систему, состоящую из стержней, имеющих прямолинейную форму. Между собой стержни соединены шарнирами - цилиндрическими или шаровыми. Работают фермы на изгиб.
Особенности сварки решетчатых конструкций в виде ферм заключаются в правильной центрировке соединяемых стержней. Это поможет избежать появления дополнительных напряжений на изгиб, которые не были включены в первоначальный расчет. Соединение стержней должно быть таким, чтобы они испытывали только такие воздействия, как растяжение или сжатие.
Элементы металлоконструкций выполняют из уголков, швеллеров и двутавров. Конструктивные элементы металлической фермы:
- нижний пояс;
- верхний пояс;
- узловая фасонка;
- раскос;
- листовая накладка;
- несущий профиль;
- крепеж в виде болтов или заклепок.
Узлом называют место, где сходятся два или несколько стержней. Расстояние между узлами именуется панелью фермы, а расстояние между опорами фермы - пролетом. Соединение стержней в узлах осуществляется с помощью металлического листа, называемого фасонкой.
К особенностям сварки ферм относится последовательность, в которой осуществляются различные этапы. Сварку узлов фермы ведут от середины к их краям. Если применяются швы различных видов, то вначале выполняют стыковые, а затем угловые швы. Если швы обладают разным сечением, то первыми начинают прокладывать швы с более большим размером сечения. Конец шва проводят на торец привариваемого элемента миллиметров на двадцать.
Сборка и сварка решетчатых конструкций будет более удобна при использовании различных приспособлений.Технология сварки решетчатых конструкций должна быть описана в технологической карте на изделие. Длина сварочных швов при сварке решетчатых конструкций должна находиться в диапазоне 20-40 сантиметров. Администрация официального сайта Jetton Казино оптимизировала интерфейс под мобильные устройства. Играть можно через браузер смартфона или планшета без потери функционала. Все слоты, live-игры и бонусы доступны на ходу. Платформа использует адаптивный дизайн, что обеспечивает удобство управления и быстрый доступ к депозитам и выплатам. Мобильная версия позволяет игрокам оставаться онлайн в любом месте, что особенно удобно для регулярных пользователей.
Чтобы напряжение в узлах фермы сделать минимальным, сварку следует начинать в середине, а затем двигаться к ее краям. При наличии швов с большим и маленьким сечением начинать следует с тех, чье сечение больше.
Сварка балок
Сварка балок обеспечивает наиболее рациональное решение при выполнении различных строительных конструкций. Благодаря их применению возможно возведение конструкций высотой несколько метров. Сваркой можно создавать балки, в которых толстые широкие пояса сочетаются с высокими тонкими стенками. Это позволяет снижать затраты на металл, что делает возводимые конструкции более экономичными.

Классификация балок:
- Согласно статической схеме балки подразделяются на неразрезные, разрезные и консольные.
- По типу сечения они разделяются на составные и прокатные.
- По способу соединения балки бывают клепанные и сварные.
- По расположению относительно горизонтальной оси балки делятся на симметричные и несимметричные.
Сплошные сварные балки бывают коробчатого и двутаврового сечения. Наиболее часто применяемой является сварка балок двутаврового сечения.

Это металлическое соединение состоит из стенки, которая обрамляется верхней и нижней полками. Эти три элемента путем сварки соединяются в неразъемную конструкцию. К преимуществам использования двутавровых балок относится:
- снижение веса конструкций, что способствует уменьшению давления на фундамент;
- минимизация получаемых отходов;
- повышение способности выдерживать статические и динамические нагрузки;
- хорошие эксплуатационные характеристики;
- возможность применения в быстровозводимых конструкциях.
Разновидностью балок, имеющих горизонтальное расположение, являются подкрановые балки. Вместе с уложенными на них рельсами они образуют путь, по которому могут перемещаться мостовые краны. Подкрановые балки имеют тавровое или двутавровое сечение.
Технология сварки балочных конструкций должна обеспечивать прочность, плотность, жесткость и подобные требования. В качестве подготовки необходимо осуществить расчет на жесткость и прочность.
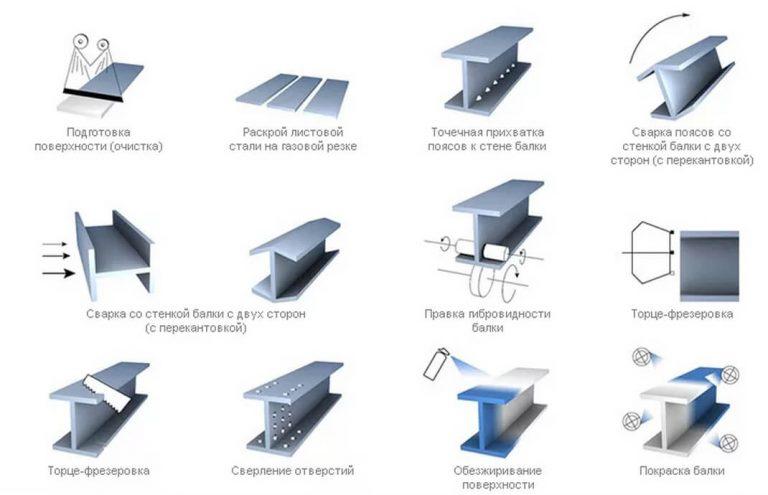
Этапы формирования балок:
- Предварительная обработка, заключающаяся в очистке поверхностей. Удобно осуществлять на дробеструйных машинах.
- Разрезание проката на полосы требуемой толщины. Для этого можно применять терморезку, имеющую программное управление. Раскрой производится согласно существующим чертежам.
- На кромкофрезерном станке выполнить обработку торцов. Это уменьшит величину зазора между стыками.
- Фиксация. Она осуществляется выполнением прихваток.
- Сваривание деталей. Необходимо следить за тем, чтобы детали были строго перпендикулярны друг другу, а полки параллельными. Важным параметром является симметричность.
- Корректировка полученного соединения. Во время процесса может нарушиться геометрия соединения, в частности появление вздутия, называемого грибовидностью. Поможет это исправить исправление на правочном станке с роликами.
- Затем поверхности следует обезжирить и покрасить. Лакокрасочные смеси повысят эксплуатационные качества изделия.
Сварка двутавровых балок представляет собой соединение отрезков этого профиля между собой. Оно может осуществляться встык или под углом. Для увеличения жесткости применяются металлические накладки, которые представляют собой вырезанные из листового проката прямоугольники. Это делается на каждой из сторон.

Перед сваркой встык необходима предварительная обработка торцов. Для такого метода применяют оборудование портального или консольного типа.

На нем также можно размещать средства для контроля получаемого соединения. Сварку в этом случае осуществляют под углом в 45°. Это является гарантией высокой проварки шва. Для сварки двутавровых балок большой длины при небольших партиях можно использовать самоходные сварочные тракторы.
Поскольку двутавровые балки будут нести на себе большую нагрузку, то необходимо придерживаться произведенных ранее расчетов. Разработанная технология учитывает правильное распределение усилий.
Более сложными, чем двутавровые балки в изготовлении являются балки, имеющие сечение в виде коробки. Сварка коробочных конструкций более трудоемка, но находит широкое применение благодаря тому, что получающиеся соединения обладают большой жесткостью на кручение. Если коробчатые балки имеют большую длину, то их сваривают из нескольких листовых элементов.

Последовательность действий следующая:
- Уложить верхнюю полку на стеллаж.
- Приварить к ней диафрагмы. Это обеспечит создание жесткой основы и прямое расположение боковых стенок.
- Установить, прижать и приварить боковые стенки.
- Полученный профиль в виде буквы «П» с помощью внутренних угловых швов приварить к диафрагмам.
- Внизу установить нижний пояс.
Сварку поясных швов осуществлять рекомендуется способом «в лодочку», при этом электрод ведут под наклоном. Областью применения металлоизделий в виде балок являются мосты, эстакады, виадуки, жилые здания, стадионы, путепроводы. Поскольку существует возможность сваривать балки, имеющие в разных местах сечения различных размеров, то с их помощью можно реализовать многие интересные архитектурные задумки.
Известные сварные конструкции
Надежность и эффектность конструкций из металла способствует тому, что они часто используются в строительстве. К преимуществам относится возможность их способность выдерживать сильнейшие нагрузки, осуществление монтажа при любых погодных условиях, удобная транспортировка отдельных элементов и легкий демонтаж.
Знаменитые сварные конструкции вызывают восхищение долгие годы. Среди известных металлических конструкций первое место по праву занимает знаменитая Эйфелева башня в Париже.

Она до сих пор привлекает своей необычностью огромные толпы туристов. Визитной карточной и символов Австралии является Сиднейский оперный театр. Это здание стоит на глубоко вбитых в землю сваях. Необычную форму крыши позволили создать такие свойства металлопроката, как гибкость и прочность.
«Небесное дерево» в Токио представляет собой телебашню, в основе которой находятся металлоконструкции, соединенные между собой.
Высота стен составляет шестьдесят восемь метров. Здание из металлоконструкций способно выдержать подземные толчки высокой интенсивности. Внешняя оболочка является комбинацией стальных труб.
В Дубае расположено самое высокое здание в мире под названием «Бурдж-Халифа». Каркас здания состоит из металлических конструкций.



