Электроды МР-3С
Одни из самых востребованных расходных элементов для сварки - электроды МР-3С. Это является следствием их высокой эффективности, что обеспечивают присущие электродам МР-3С технические характеристики.

Где используются
Сварочные электроды МР-3С предназначены для соединения деталей, изготовленных из низколегированных сталей с небольшим содержанием углерода, методом дуговой сварки ручным методом. Их используют для сварки таких ответственных конструкций, как трубопроводы, цистерны, трубная арматура, подъемно-транспортное оборудование.
При монтаже трубопроводов имеется возможность осуществлять формирование неповоротных стыков. Можно обслуживать и чинить резервуары, которые работают под высоким давлением. Областью применения являются нефтегазовая отрасль, судостроительная и машиностроительная промышленности. Находят они применение и в быту.
Электроды МР-3С можно использовать независимо от климатических условий, в которых происходит процесс сварки.
Характеристики
В строительных магазинах без труда можно найти электроды ЛЭЗ МР-3С, производителем которых является хорошо себя зарекомендовавший Лосиноостровский электродный завод. Они соответствуют требованиям ГОСТа 9466.

Электроды ЛЭЗ МР-ЗС обладают рутиловой обмазкой, которая состоит в основном из диоксида титана, которым и является минерал рутил. Помимо этого в покрытие могут входить другие элементы, повышающие вязкость наплавляемого металла. Это снижает вероятность появления в сварном шве таких дефектов, как поры и трещины. Рутиловое покрытие обеспечивает быстрый поджог дуги, как первичный, так и повторный.
Сварочная ванна при этом оказывается надежно защищенной от вредоносного действия кислорода и азота. ЛЭЗ электроды МР-ЗС имеют технические характеристики:
- Электрод с рутиловым покрытием относится к разряду плавящихся расходных элементов.
- Внутренние стержни изготовлены из проволоки Св-08.
- Основные легирующие элементы, входящие в стержень, - углерод и кремний. В небольшом количестве содержатся марганец, сера и фосфор.
- Сварка может осуществляться во всех положениях, за исключением движения электродом сверху вниз.
- Возможность работы при различных видах тока.
- Допустима сварка удлиненной дугой.
- Коэффициент разбрызгивания находится в пределах 9-13 процентов.
- Хорошая расплавляемость кромок свариваемого металла.
- Электродами могут свариваться детали толщиной от 3 до 20 миллиметров.
Диаметры электродов находятся в диапазоне 3-6 миллиметров. С увеличением размера поперечного сечения увеличивается длина электродов.
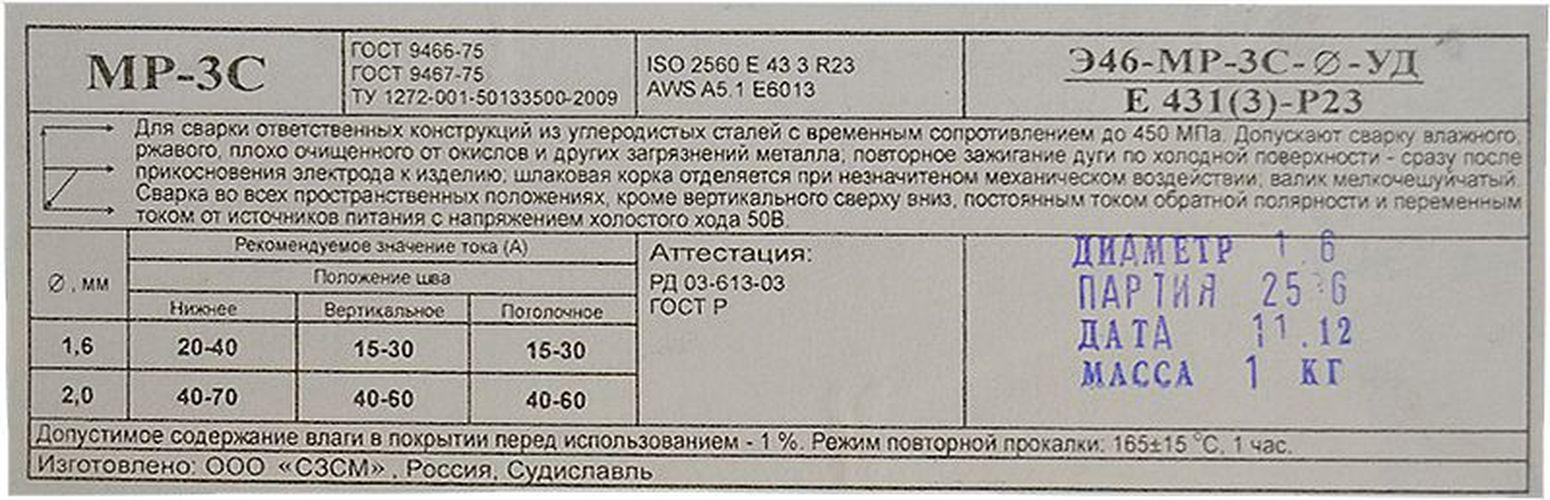
Ток при сварке выставляется в зависимости от диметров используемых электродов и пространственного положения при сварочном процессе. Так, например, если используются электроды МР-ЗС 3мм, то при вертикальном положении выставляется ток силой 90-110 Ампер. При нижнем и потолочном положении эти значения могут быть повышены.
Электроды сварочные МР-ЗС 3мм имеют различную расфасовку. Например, при необходимости использовать большое количество расходников, имеет смысл приобрести сварочные электроды МР-ЗС 3мм 5кг. От веса зависит количество электродов, которое помещается в одной упаковке. Вес одного электрода диаметром 3 миллиметра составляет 30 грамм. Если приобретается пачка, вес которой составляет два с половиной килограмма, то в ней будет находиться 86 электродов с поперечным сечением три миллиметра. В пятикилограммовой упаковке поместится 54 электрода диаметром 5 миллиметров.
Обозначение
Буква «Э» свидетельствует о том, что речь идет об электродах, предназначенных для дуговой сварки ручным методом. Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 - это марка обозначаемых электродов. «ЛЮКС» - торговое название, которое присваивает своей продукции производитель.
Далее следует диаметр поперечного сечения электрода. Буква «У» показывает, что сварке этими электродами подлежат низколегированные стали с небольшим содержанием углерода. Следующая буква «Д» означает, что электрод имеет толстое покрытие. Буква «Е» относится к обозначению плавящихся электродов, имеющих покрытие, согласно международной классификации.
Число «43» - это значение сопротивления разрыву уже после окончания сварочного процесса. «0» означает, что относительное удлинение не превышает 18 процентов. (3) относится к значению ударной вязкости наплавленного металла.
Буквы «РЦ» расшифровываются как рутилово-целлюлозное покрытие. Одна буква «Р» будет означать, что покрытие чисто рутиловое. Последние две цифры «11» свидетельствуют о том, что сварку этими электродами можно осуществлять во всех положениях, исключая движение электрода сверху вниз. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Преимущества
Электроды ЛЭЗ МР-3С имеют характеристики, благодаря которым они обладают несомненными достоинствами:
- Получаемое соединение обладает высокой прочностью.
- Легким является поджог дуги, также как и ее повторное зажигание.
- Дуга может быть короткой и средней длины.
- Образуемый шов отличается ровностью, имеет хороший внешний вид.
- Отсутствуют четко выраженные переходные зоны между наплавкой и основным металлом.
- Рутиловое покрытие осуществляет защиту шва от попадания в него шлака и образования на поверхности окисления.
- Разбрызгивание металла при сварке является незначительным.
- Легкое отделение шлаковой корки.
- Имеется возможность соединять детали значительной толщины.
- Соединение влажных поверхностей, а также имеющих следы коррозии.
- Отсутствие выделения вредных веществ при сгорании обмазки.
- Шов обладает стойкостью к возникновению коррозии.
- Сварочный процесс обладает высокой производительностью.
- Электродами можно осуществлять не только длинный шов, но и короткие прихватки.
Эти достоинства являются причиной широкого распространения электродов этой марки.
Разновидности
Имеется несколько разновидностей электродов этой марки. Это иногда приводит в тупик при необходимости выбора. Поэтому необходимо, например, разобраться, чем отличаются электроды МР-3 от МР-ЗС . Между собой эти виды имеют много общего. Идентичными являются их состав и основные характеристики. Однако, имеется одна особенность, которая дает ответ в чем разница между электродами МР-3 и МР-ЗС.
У повсякденних ситуаціях добре підходить позика онлайн на карту. Заявка подається у будь-який час. Кошти надходять оперативно.
Расходники марки МР 3С в своем составе имеют добавки, благодаря наличию которых происходит более легкий поджог дуги и повышается стабильность ее горения. Их допустимо применять при использовании сварочного инвертора небольшой мощности. При сварочном процессе выделяется меньше марганца, швы получаются более однородными, и проще происходит их формирование.
Марка МР 3С хорошо себя зарекомендовала при бытовом применении. Зато электроды МР 3 можно назвать более универсальными. Они используются и в быту, и при выполнении промышленных работ.
Техпроцесс
Сварку можно осуществлять обоими видами токов. Если применяется постоянный ток, то необходимо установление на оборудовании обратной полярности. Силу тока выбирают в зависимости от значения поперечного сечения расходника и положения в пространстве.

Свариваемую поверхность желательно предварительно очистить, но допускается сварка поверхностей со следами загрязнений и окислами. Во время сварочного процесса электрод следует держать под углом приблизительно 45 градусов. Это снизит образование шлака и попадание его в сварочную ванну.
Движения электродом следует совершать быстро, перемещаясь от края одной кромки до края второй. При сварке крупногабаритных изделий целесообразно осуществлять их фиксацию прихватками с помощью этих же электродов.
Хранение
Качество сварного шва, а также срок годности собственно электродов зависит от соблюдения правил их хранения. Главное условие - хранение в помещении, в котором отсутствует сырость и поддерживается необходимая температура. Выполнению этих требований помогут термометр и прибор для определения влажности.
Если электроды хранятся в картонной упаковке, то надо устанавливать их на стеллаже на некотором расстоянии от пола. Также хранить их допустимо в специальных пластиковых тубусах.



