Сварка выпускных коллекторов
С термином "выпускной коллектор" хорошо знакомы все автомобилисты. Он является важной частью двигателя внутреннего сгорания. Место его расположения приводит к тому, что, находясь в экстремальных условиях, этот узел начинает требовать ремонта. Один из применяемых способов - это сварка коллектора.

Причины выхода из строя
К неблагоприятным обстоятельствам, приводящим к выходу коллекторов из строя, относятся:
- сильный перепад температур;
- появление конденсата;
- выхлопные газы, имеющие очень высокую температуру;
- резонирующие волны выхлопов.
Значительные перепады температуры приводят к появлению конденсата, а он вызывает коррозию, разрушающую металл. Негативное воздействие оказывает постоянная вибрация.
Непростым дефектом является нарушение герметичности. При этом может прогорать одна из труб или сразу несколько. От динамических нагрузок на поверхности коллектора могут появиться трещины. Неприятной является ситуация, когда полностью отламывается патрубок. Разрушение может произойти при езде по бездорожью. Сварка блоков ДВС является удачным решением возникших проблем.
Существуют признаки, по которым можно определить, что в работе коллектора начались неполадки. В салоне автомобиля появляется неприятный запах, возникают посторонние звуки.
Устройство коллектора
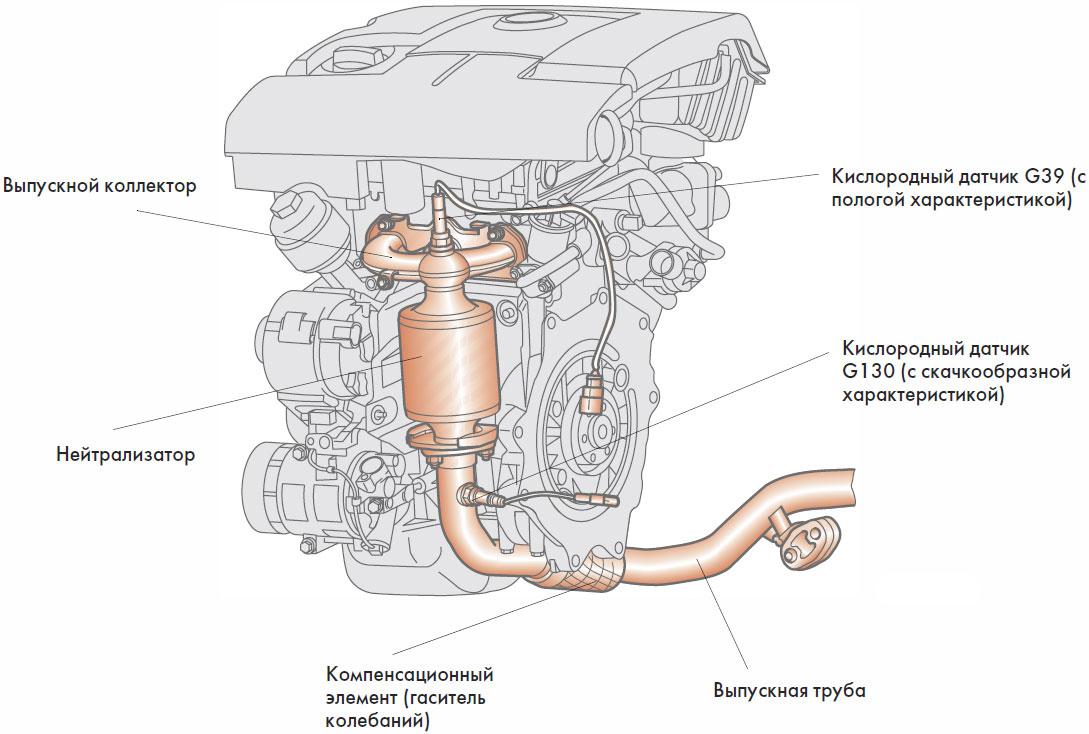
При работе двигателей внутреннего сгорания образуются побочные продукты в виде выхлопных газов. Их необходимо вывести из автомобиля. Эту роль выполняет выпускная система. Первым узлом выпускной системы является выпускной коллектор.

Функция коллектора заключается в освобождении двигателя от выхлопных газов. Назначение выпускного коллектора - сбор выхлопных газов из нескольких цилиндрических деталей в одну большую трубу. Он жестко закрепляется на двигателе автомобиля.

Такой узел может иметь разную форму для различных моделей автомобиля, но является обязательным элементом в их устройстве. Конструктивно выпускной коллектор представляет собой деталь в форме нескольких труб - по одной трубе на каждый имеющийся в конструкции машины цилиндр.
Различают цельные коллекторы, изготовленные методом литья, и трубчатые, представляющие собой неразъемное соединение стальных трубок и дополнительных деталей. Цельный вариант, не имеющий сварных швов, является более прочным. Между блоком цилиндров и выпускным коллектором устанавливается прокладка для того, чтобы предотвратить утечку в пространство под капотом отработанных газов.
Наличие коллектора повышает эффективность вентиляции цилиндров. Наиболее популярный материал для изготовления коллектора - чугун, относящийся к жаропрочным материалам.
Виды сварки
Сварка выпускных коллекторов позволяет решить многие проблемы:
- ликвидировать трещины;
- припаять отвалившиеся части;
- вернуть расколовшейся части прежний вид;
- увеличить толщину деталей.
Существует несколько видов применяемой сварки. Она может быть горячей. Нагревание происходит до температуры 600 градусов. При полугорячем способе металл разогревают до 350 градусов. Холодный метод не предусматривает нагревания в принципе.

Сварка блока цилиндров может осуществляться, как горячим, так и холодным способом. Однако, следует учитывать, что для каждого способа применяются свои электроды.

Горячая сварка чугунного блока двигателя предполагает нагрев до температуры до 650 градусов, выполнение сваривания при этой температуре и медленное охлаждение. Нагрев осуществляется в специальных печах или с помощью газового пламени. Перед началом горячей сварки необходимо произвести очистку от загрязнений, засверливание концов трещин и разделку кромок.
Горячая сварка блока цилиндров из чугуна обеспечит образование шва, который по своему составу будет близок к основному металлу, что устранит появление в шве и зоны вокруг него трещин. Сварка блока цилиндров двигателя горячим способом ведется таким образом, чтобы вся поверхность места сварки находилась в жидком состоянии. Это может обеспечить отсутствие перерывов в процессе сварки.
Холодная сварка блока двигателя осуществляется методами ручной и полуавтоматической сварки плавящимися электродами без предварительного нагрева. Существование большого количества разновидностей холодной сварки объединяет требование к применяемым электродам. Используемые электроды могут быть стальными, из специальных сплавов и чугунными.
При холодной сварке швы делаются как можно более короткими. Желательно, чтобы их длина не превышала 25 миллиметров. Лучше всего при холодной сварке использовать электроды марки Zeller. Холодная сварка выпускного коллектора из чугуна применяется, когда требуется исправление незначительных дефектов небольшого размера.
Сварка чугунного коллектора имеет свои особенности. Это объясняется тем, что такой материал, как чугун, относится к трудно свариваемым металлам. В состав чугуна входят железо и большое количество углерода. Углерод представлен, в частности, в виде графита. Присутствие графита вызывает у чугуна пористость его структуры.
После окончания наложения шва при быстром остывании чугун становится слишком хрупким, и начинает происходить образование трещин. Поэтому температуру следует снижать постепенно. Также поможет введение в тело шва никеля. Его смешение с железом увеличит твердость, что снизит вероятность появления трещин.
Сварка чугунного блока требует проведения подготовительных операций:
- Очищение от загрязнений и следов масла.
- Разделка кромок.
- При холодной сварке - установка шпилек.
- При горячей сварке - предварительный прогрев.
Для получения прочного соединения при холодном способе применяют сварку со стальными шпильками. Эта технология заключается в том, что перед тем, как начнется сварка чугунного блока двигателя, в кромки деталей ввертывают шпильки, а затем их заваривают.
Газовая сварка
К достоинствам газового метода сварки относятся:
- простота используемого оборудования;
- небольшая стоимость;
- отсутствие постоянного источника тока;
- возможность регулировки мощностью пламени горелки;
- медленный нагрев и остывание;
- прочность получаемого шва.
Технология газовой сварки чугуна с нагревом включает в себя:
- Предварительный нагрев.
- Нагрев металла в месте сварки до появления светло-красного цвета.
- Нанесение флюса на поверхность сваривания с помощью присадочного прутка.
- Расплавление присадочного прутка и заполнение шва. На кончике присадочного прутка необходимо периодически добавлять флюс по мере его расходования.
- Удерживать сварочную ванну в жидком состоянии до полного удаления из нее газов и включений неметаллического характера.
- Отводя горелку плавно, уменьшить скорость охлаждения.
Технология газовой сварки без подогрева имеет свои отличия:
- Требуется установить максимально возможную мощность пламени горелки.
- Перед началом заполнения сварочной ванны слегка подогревают прилегающие к месту сварки участки.
- Наносят флюс.
- Заполняют сварочную ванну расплавленным присадочным прутком.
- Еще раз в течение двух-трех минут подогревают прилегающие участки, постепенно отодвигая горелку.
Для более медленного остывания можно прикрыть место сварки листом асбеста или присыпать сухим песком. Неплохой результат принесет сварка блока двигателя аргоном.
Преимуществом аргонной сварки является возможность сваривания тугоплавких металлов. Это дает возможность сваривать детали, выполненные из алюминия, что важно, когда происходит сварка алюминиевого блока цилиндров.
К особенностям сварки алюминия и сплавов на его основе относится его легкая окисляемость, повышенная растворимость водорода в расплавленном алюминии, высокий коэффициент линейного теплового расширения, уменьшение прочности при сильном нагреве.
При сваривании алюминиевых сплавов существует опасность появление в металле шва пористости. Это объясняется тем, что при взаимодействии расплавленного алюминия с парами воды начинается образование атомарного водорода, который с легкостью растворяется в сварочной ванне. Образованию пор способствует высокая скорость кристаллизации, что начинает препятствовать выходу газов.
Уменьшению вероятности образования пористости способствует предварительный подогрев и снижение скорости сварки. Допустимым при газовой сварке является использование в качестве горючего газа ацетилена и водорода, а также пропан-бутановой смеси.



